
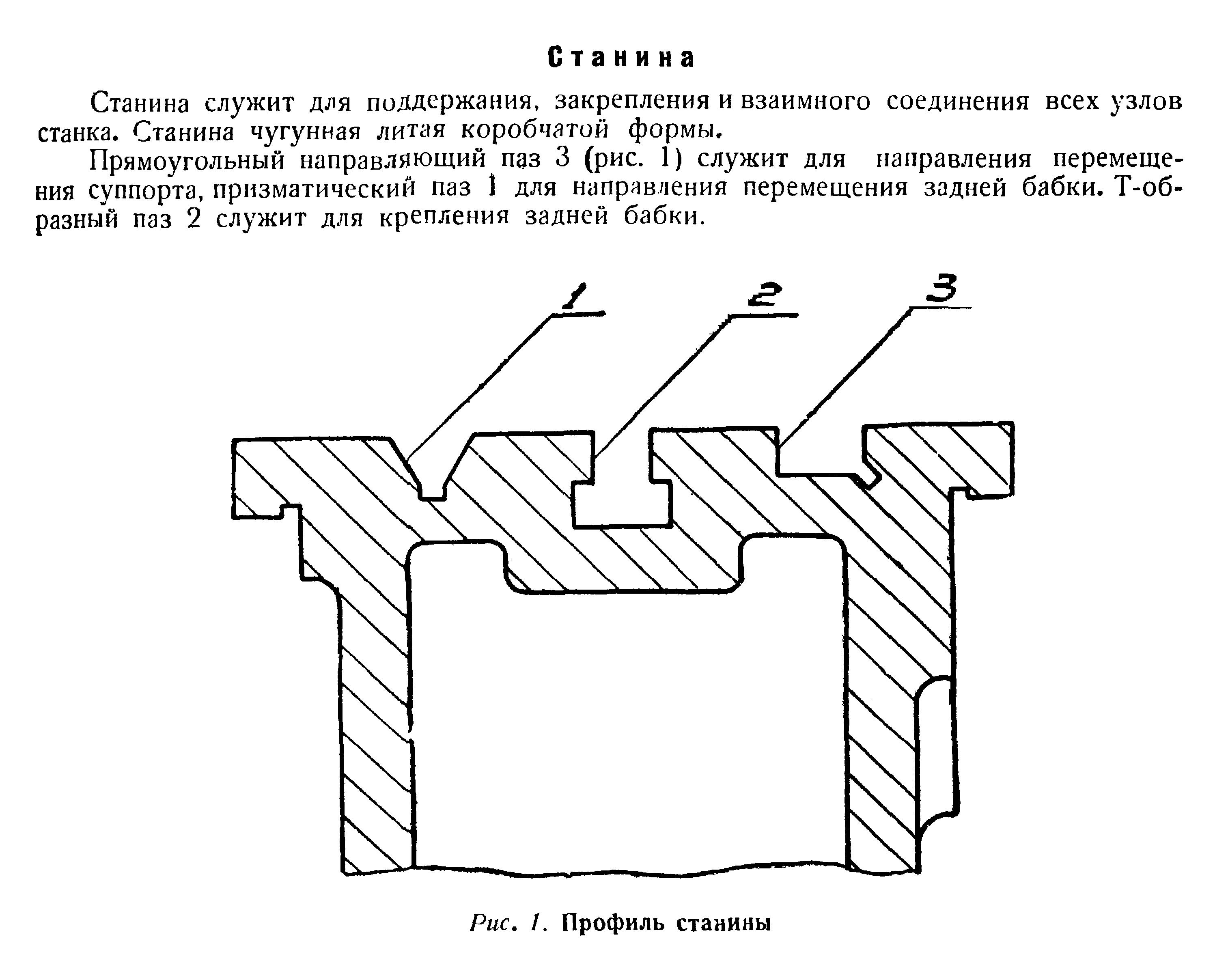
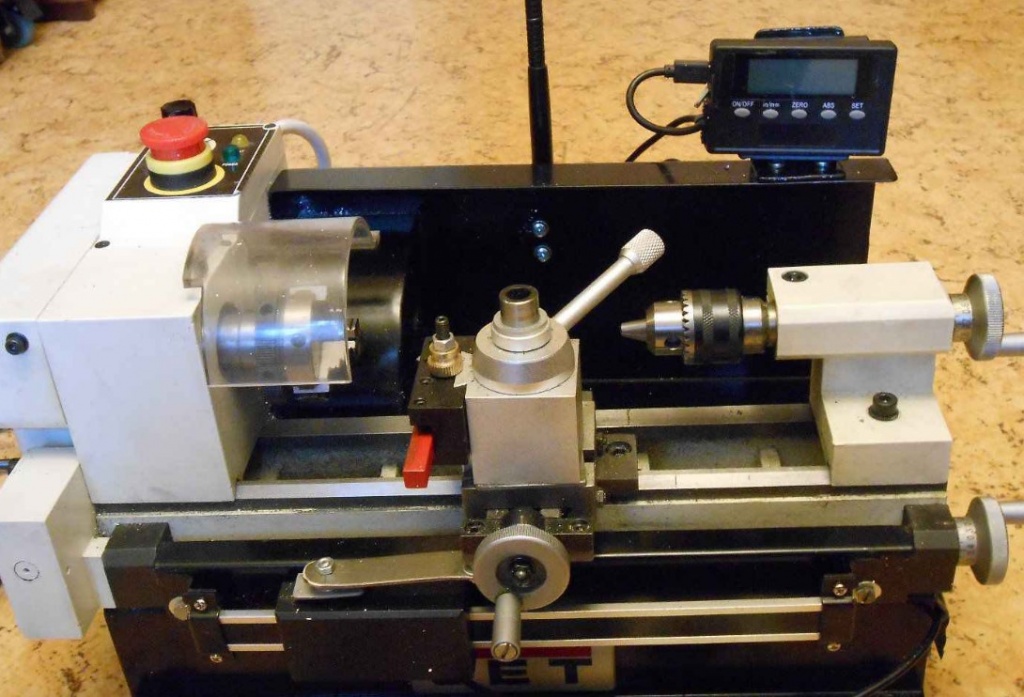
Токарный станок по металлу для дома – подспорье в хозяйстве, возможность подработать, помошник в хоббийных замыслах. Зачастую первенец требует ремонта. Увлекающихся процесс затягивает с головой, становясь хобби. Восстановив, начинают модернизацию, задумываются о продвинутых марках, покупке фрезерного, а то и шлифовального.

Приобретение «обрастает» инструментом. Комната, сарай или гараж – превращаются в мастерскую. Всё это в будущем, если токарное дело придется по душе, потому важно верно выбрать «кандидата». Ключевое значение имеют:
- Технологические задачи.
- Место установки.
- Параметры электросети.
- Состояние, комплектность.
- Цена.
- Квартирные рамки
- Свой дом, отдельное строение
- Электроподключение
- Согласование
- Производители, характеристики
- Цены и комплектация
- Обзор марок
- Отечественные
- ТВ-16
- 1Д601 и аналоги
- Универсал
- МК 3002
- Миниток
- Лучшие отечественные
- ВСТ-028
- Учебные
- Узкий специалист
- Заводчане
- Зарубежные
- Атака клонов
- Хитрости маскировки
- Витязь
- ТехноРеал
- Новинка из КНР
- Американец из Китая
- Германо-китайский проект
- Proxxon
- Родом из ГДР
- Семейный бизнес с вековой историей
- Народный станок
- Швейцарский эталон
- Послесловие
Квартирные рамки
Потребностям типичного моделиста удовлетворяет настольный токарный станок по металлу. Малогабаритные версии рассчитаны на размещение в квартире.

Бытовые модели оснащаются коллекторными, асинхронными, реже, двигателями постоянного тока на 220 Вольт. Подключаются через шнур с вилкой к любой домашней розетке. Потребляемая мощность: 0,3 – 1 кВт.
Без обжитого «угла», окончив дело, портативные образцы переносят к месту хранения. Мобильные качества – уступка. Если площадь и перекрытие позволяют, используют модификации с тумбой. Масса возрастает с 30 – 80 до 100 – 170 кг, но снижаются вибрации, улучшается эргономика.
Свой дом, отдельное строение
Электроподключение
Хозяину повезло с перспективой развернуться: купить напольный токарно-винторезный. Вынужденное однофазное подключение ограничивает мощность агрегата тремя киловаттами.
Обычно запуск и последующую работу асинхронного электродвигателя (ЭД) обеспечивают пусковым, фазосдвигающим конденсаторами. Потери мощности мотора до 1000 Вт составляют 30 – 40% от номинальной в трехфазном режиме.
С увеличением номиналов, из-за противо-ЭДС, снижается КПД, пуск под нагрузкой (передачи к шпинделю) – становится невозможен. Замена на однофазный аналог имеет нюансы:
- Мощность: до 3000 Вт.
- Частота: 1500, 3000 об/мин.
- КПД: 70 – 75 %.
- Цена: на 25 % выше трехфазных идентичных параметров. Трехкиловаттный трехтысячник обойдется около 10 000 руб.
Согласование
Документация к настольным изделиям содержит указания о бытовом применении. С промышленным оборудованием возникают сложности. В гаражных, дачных обществах владелец рискует столкнуться с жалобами соседей на просадку напряжения, шум, отходы, нарушение пожарной безопасности и т. д.

Заранее обдумайте правовые моменты. Узаконить бизнес, связанный с металлообработкой, сложно, из-за требований санитарных, противопожарных, экологических норм.
По минимуму – согласовывают отдельное электроподключение. Остальные вопросы условно снимает: «пользование в некомерческих целях».
Производители, характеристики
Хоббийная, профессиональная или промышленная направленность определяет производительность, время непрерывной работы, срок службы. Заложенные в конструкцию запасы влияют на итоговый ценник, поэтому класс машины подбирают сообразно задачам, учитывая интенсивность эксплуатации.
Интересно мнение авторитетного практика Евгения Васильева, высказанное в книге «Маленькие станки»:
Наибольшие размеры обрабатываемых деталей напрямую связаны с габаритами. Отличия конструкции обуславливают разницу до 30% по основным данным. К примеру, советские небольшие токарные уступают нынешним китайским по длине, диаметрам: обработки, отверстия в шпинделе.
Упрощенно, по диаметру патрона выделяют категории: 50 – 80, 80 – 100 мм. Как правило, типоразмеры от 125 мм характерны напольным моделям, 50 и менее – часовым. Последние занимают особую нишу, далекую от нужд большинства хоббийщиков.
К сведению. Зарубежное обозначение типоразмера вида: A × B, означает: A – максимальный размер детали, обрабатываемой над станиной, B – максимальное расстояние между центрами в миллиметрах или дюймах, если проставлен знак « » ».
Бытовые, учебные образчики, выпущенные в Союзе, отличаются металлоемкостью. Тяжелые чугунные станины, корпуса; стальные шестерни – характерные черты представителей 50 – 70-х.
Критикуя громоздкость, шумность (стальные передачи), ограниченную зону обработки, неудобство перенастройки оборотов, подач, назовем достоинства советских проектов:
- Жесткость.
- Значительный запас прочности узлов.
- Хорошую точность при правильной сборке, подгонке.
- Широкий диапазон оборотов, подач, шагов нарезаемых резьб.
- Надежность, долговечность, как итог вышеперечисленного.
В современной бытовой продукции реализованы мероприятия по удешевлению:
- Снижение веса за счет внедрения пластиковых шестерен, крышек, ограждений.
- Отказ от дорогих материалов, термообработки. Вместо закаленных деталей ставят «сырые», бронзовые – замещают чугунными. Долговечный капролон подменяют полистиролом, колеса из которого не отхаживают года. Прочные прессованные реактопласты замещены дешевыми термопластами.
- Применение подшипников низких классов точности.
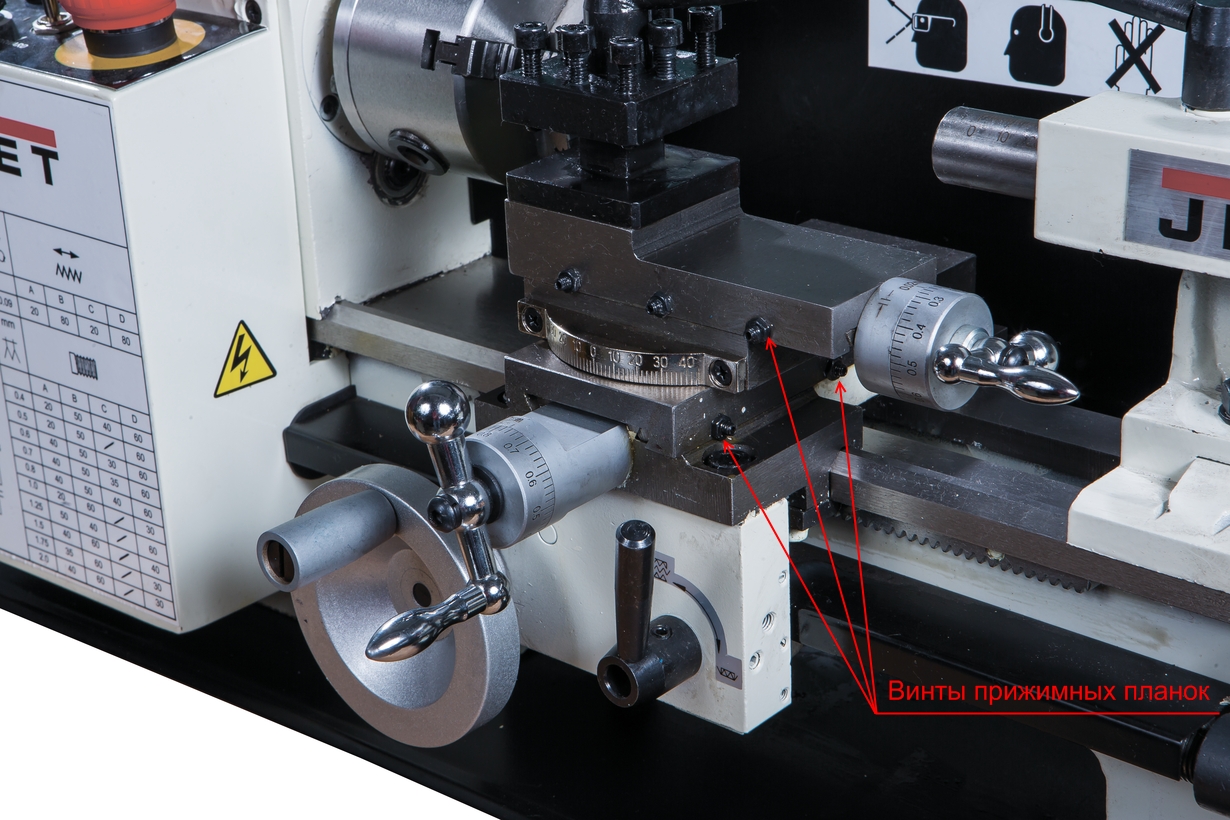
- Прижимные планки взамен клиньев не дают равномерно выбрать зазоры. Возникает отжим резца, вибрации, приходится понижать режимы, страдает чистота поверхности. Обтачивание закаленных элементов превращается в мучение.
- Отказ от шабрения, притирки при сборке.
- Сокращение числа рабочих подач до 2 – 4 с целью упрощения механики.
- Электронное регулирование скорости взамен механического.
Нововведения, наряду с положительными сторонами: удобный подбор оборотов, малошумность, облегчение переноски, влекут снижение: точности, ресурса, стойкости к перегрузкам.
Замечание. Рациональные обороты при резьбонарезании метчиками, плашками, с помощью ручных воротков, леркодержателей не превышают – 100. Электронное регулирование без коробки передач не всегда обеспечивает подходящие нижние значения, и наоборот: наличие механики позволяет понизить минимальную частоту вращения.
Планируя нарезание левой резьбы, уточняйте возможность реверса автоподачи при правом вращении шпинделя.
Нормы точности на бытовые китайские марки сходны отечественным. По фактически измерянным отклонениям детища Поднебесной проигрывают нашим.
О некоторых типовых дефектах рассказывают практики:
Среди западных станкостроителей традиционно доминируют германские, швейцарские, североамериканские. Популярна старая продукция чехословацкой TOS. У мастеров попадаются раритеты. В особом почете Shaublin, Leinen, Boley – запоминающиеся тщательной пригонкой, отделкой.
Грамотно эксплуатируемые «старички» уверено обходят потомков. Помогает пользователю преемственность поколений у лидеров отрасли. Выпущенное ранее середины 20 века конструктивно устарело, практическая ценность уступает исторической.
Цены и комплектация
Нижнюю ценовую нишу занимают:
- Старые советские настольные и напольные учебные станки разной степени исправности.
- Послуживший пяток лет китайский ширпотреб.
Среди первых случаются малоизношенные, скрытые за облупившейся краской, ржавчиной. Умеренные затраты вознаграждаются отличным итогом. Одна из бед – разукомплектованность. Теряются родные шкивы, сменные шестерни, рукоятки, лимбы, маховички. Выручают запчасти от доноров, иначе приходится искать чертежи, заготовки, исполнителя.


Вторые требуют пристальной проверки:
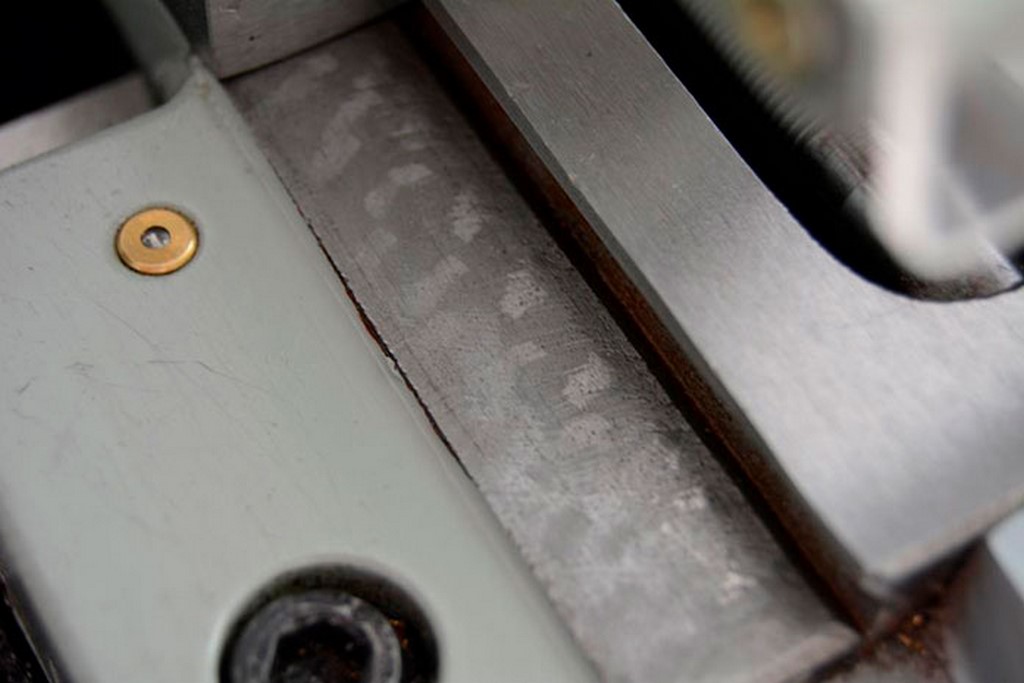
- Износа направляющих. Локальную выработку, вогнутость определяют на просвет, приложив лекальную (грубо – слесарную) линейку.
«Яму» глубже 0,1 мм выравнивают шабрением по всей длине. Зазор между клиньями и направляющими должен быть равномерным по всему ходу, во избежание стопорения после подтяжки.
- Отсутствия дефектов базовых поверхностей шпинделя, пиноли под оснастку, инструменты.
- Подшипников шпинделя: люфты, легкость вращения. Контролируют индикатором биение посадочных внутреннего, наружного конусов; шейки (при наличии); торца.
Жесткость упрощенно проверяют, прикладывая нагрузку, равную табличному усилию резания, к консольной оправке, зажатой в патроне. В норме: нагрузка, эквивалентная поперечной составляющей силы резания при чистовом точении, вызывает перемещение близкое цене деления лимба поперечки.
- Зазора между пинолью и гильзой: щуп толще 0,05 мм – не должен проходить.
- Износа ходовых винтов, гаек (люфты, плавность вращения).
- Состояния передач.
Нагруженные опоры качения, зубчатые пары, узлы трения приходят в негодность через 5 – 10 лет.
Мини токарный любительский станок без винторезной цепи – бюджетная машина. Маленький токарный станок часто имеет закрепляемый, передвигаемый при наладке суппорт. Продольное точение обеспечивает ход резцовых салазок. Экземпляры побольше оснащены ходовым винтом, замещащим ходовой вал. Ускоренная автоподача реализована на крупных машинах.
Серидинку занимают новые «китайцы», хорошо сохранившиеся комплектные поздне-советские станки, редкие российские марки. Попадаются разные «европейцы».
Высший дивизион условно разбит на группы:
- Настольные от флагманов, в частности: Schaublin (Швейцария), Wabeco (Германия).
- Малоразмерные с программным управлением.
- Промышленные легкие напольные, как правило, б/у.
- Полноразмерные «заводчане».
Оснастка
Никудышный патрон, как ни растачивай кулачки, сводит на нет преимущества прецизионного шпинделя. Совокупные отклонения достигают десятых долей миллиметра вместо положенных соток.
Подобные казусы от китайских производителей отчасти объясняются желанием оптовиков, заказчиков, продающих товар под собственными марками, купить подешевле.
При правильном подходе стоимость оснащения сопоставима с ценой оборудования. Станочному ширпотребу в СССР не повезло, поэтому прилаживали вынесенные с предприятий патроны, фрезеровали под резцедержатель доступные резцы.
Китайский инструмент, поставляемый в комплекте, далек от идеала. Иное отношение у старых европейских компаний: патроны, оправки, специальные приспособления на любой вкус – отвечают условиям серийного производства. Впрочем, высококлассные машины, инструмент – не по карману большинству любителей.
Обзор марок
Отечественные
К сожалению, российское станкостроение, за редким исключением, не производит подходящие любителю варианты за приемлемые деньги. Мешают незаинтересованность, мелкосерийность, дорогие комплектующие, чрезмерные аппетиты посредников – торговцев.
Единичные представители поражают ценами: за простой ТВ-7М просят 368 тыс. руб. Предложение не по карману моделисту, вдобавок, неплохие бэушные настольные стоят от 40 до 70 тыс. руб.
Для сравнения. Промышленный TL-1 c ЧПУ компания Haas продает за 1,74 млн. руб. (https://www.haascnc.com/ru/machines/lathes/toolroom-lathe/models/tl-1.html). Отношение цена / масса: 783 руб/т – TL-1; 1752 руб/т – ТВ-7М. Отношение цена / мощность: 232 руб/Вт; 491 руб/Вт – соответственно. Сопоставления некорректные, но вопросы возникают.
На многих порталах посетителя вводят в заблуждение фразами: «производитель – Россия», «российский бренд». Однако, официальный сайт с адресом фабрики, фотографиями технологического процесса – не отыскать.
Сервис, повезет – узловая сборка (фальшивая локализация) без контроля, селекции, пригонки – максимум, на что можно рассчитывать. При такой «технологии» управлять, как стало модно говорить, итоговым качеством нельзя.
Отечественная марка, произведенная полностью на стороне – обман. Не доверяйте отзывам: «купил станок от такого-то: сами собирают, хороший Китай». Пришабривать сопряжения, дуплексировать подшипники – перекупщики не станут.
Геометрия направляющих Корвет-402 от Энкор:
ТВ-16
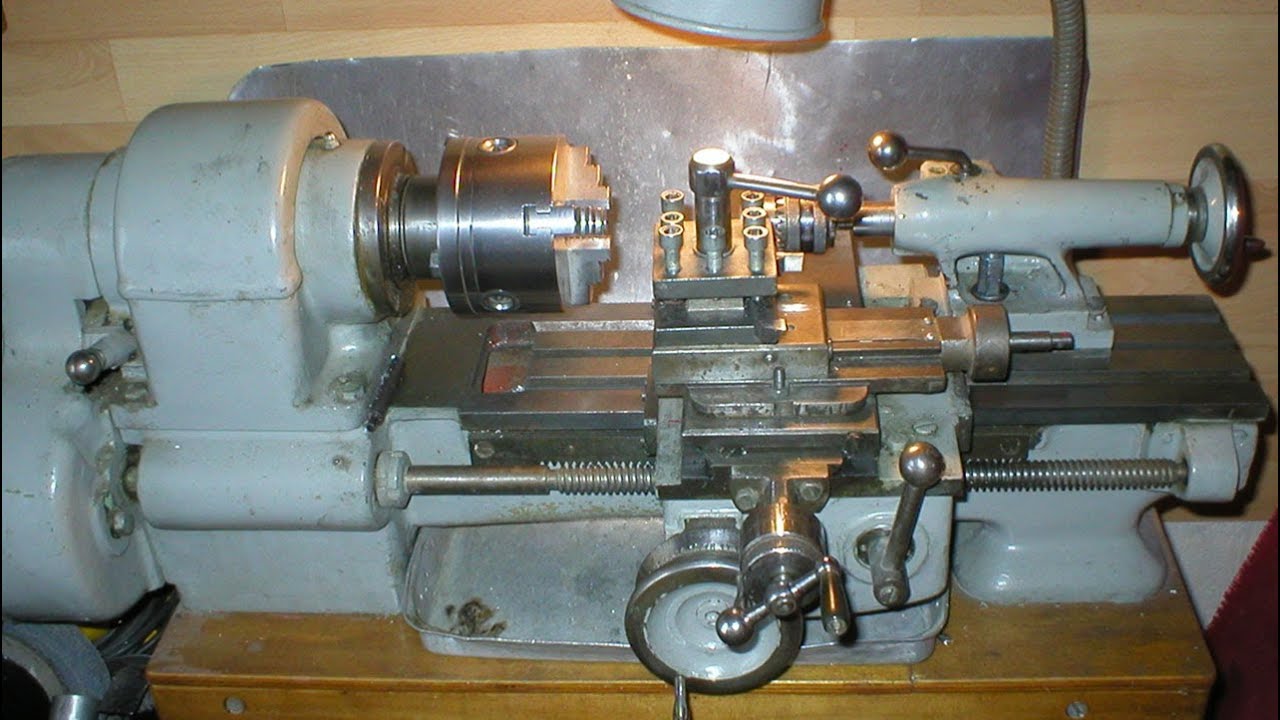
Самым массовым настольным остается ТВ-16 (1680, 1680-Ш). Прототипом послужил чешский MN-80. Выпускался с 1956 два десятка лет на многих предприятиях страны, вплоть до ПТУ. Уровень изготовления разный, положительно отмечают произведенные Алма-Атинским, Уральским машиностроительными заводами.
Основные отличия модификаций:
- Конфигурация ребер литой станины.
- Опоры шпинделя: у старших серий – две разрезные втулки, позже – подшипники качения.
- Тип двигателя.
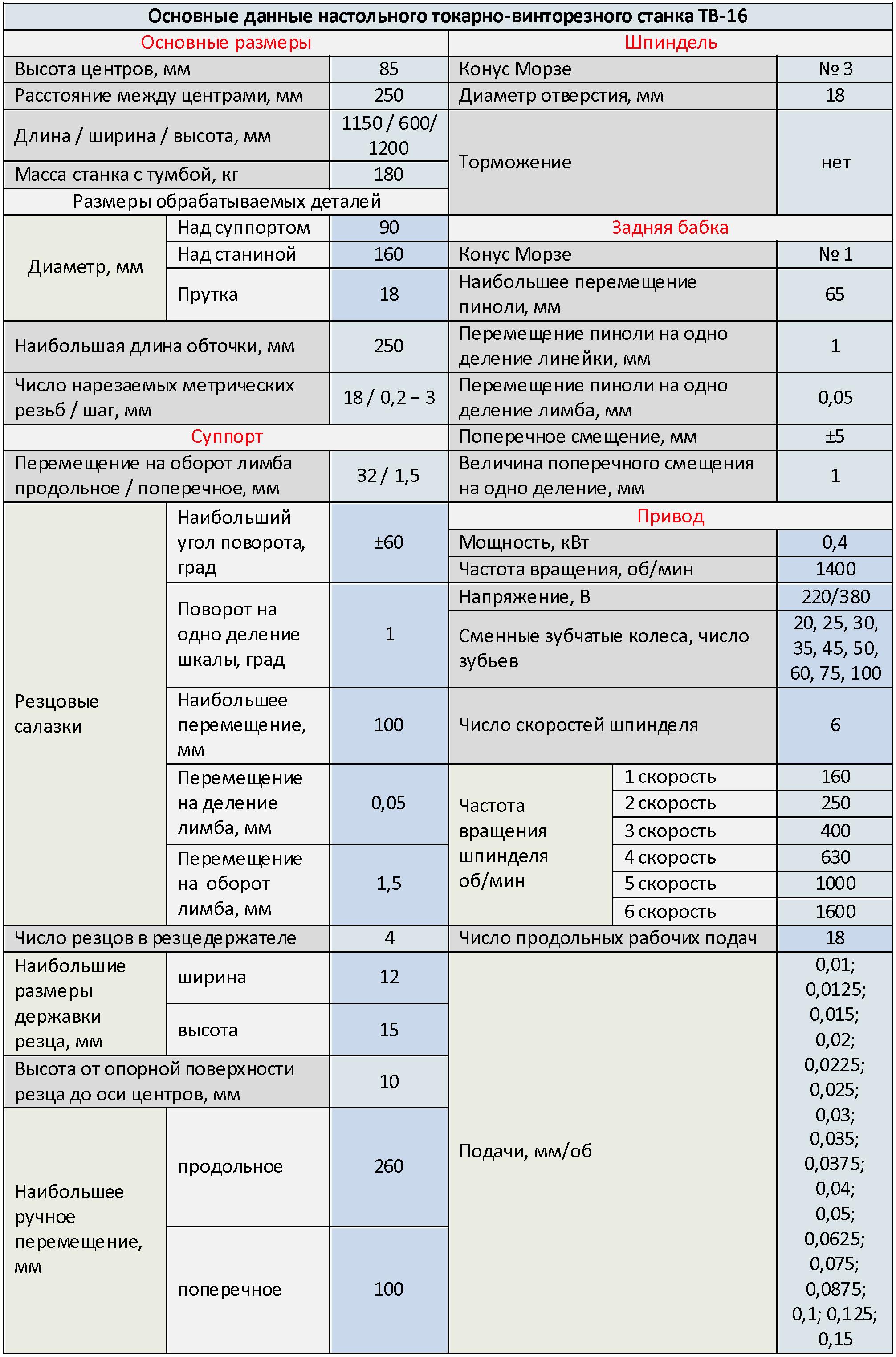
Скорости изменяются переброской ремней по шкивам. Вместо коробки подач – гитара, перенастраиваемая каждый раз при изменении подачи, шага резьбы. Нарезание дюймовых, модульных резьб – не предусмотрено.
Критикуют громоздкость при скромной рабочей зоне, отсутствие ходового вала (ускоренный износ винта), долгую переналадку, невозможность нарезания дюймовой резьбы, шумность. Проблематично приобрести люнет, не говоря о делительном устройстве, шароточке.
Точение цветных сплавов, пластмасс комфортней выполнять на новеньких JET, WM, Optimum. ТВ-16 лучше справляется со сталью, отлаженный – дает конусность до 0,05/100 мм. Во многом благодаря массивной станине с призматическими базирующими пазами; клиньям, посредством которых выбираются зазоры направляющих каретки, поперечных и верхних салазок.
Бич ветерана – утрата колес гитары, задней бабки (ЗБ). За последнюю просят, как за снятую с большого токарного. Не всегда продается с фабричным столом-тумбой.
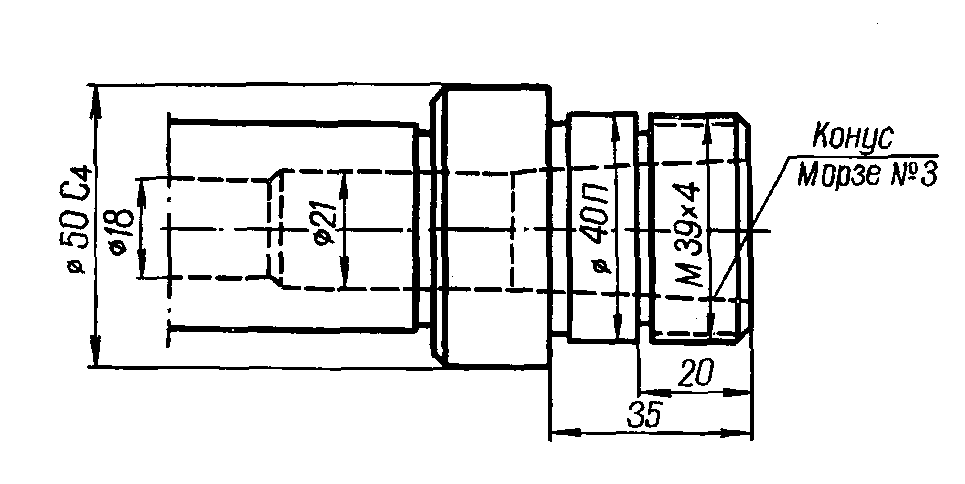
Модернизация включает замену опор скольжения на шарикоподшипники, установку частотного преобразователя (вероятно, с новым ЭД). Иногда растачивают проходное отверстие до 21 мм, монтируют систему СОЖ.
Обзор от практика:
Для справки. Весьма добротную копию MN-80 под маркой ТС-1 производил Пензенский приборостроительный завод, ныне ПО «Старт», входящее в «Росатом».
1Д601 и аналоги
Кировоканским заводом прецизионных станков выпускался малогабаритный токарный 1Д601. Модель без винторезной цепи и механической подачи, с переставным суппортом, потребляет всего 0,18 кВт. Малый вес (30 кг) допускает установку на крепком письменном столе.
1Д601 ориентирован на обработку мягких металлов, пластика, дерева. Разработан для учебных заведений, лабораторий. Пригодится моделистам; рыбакам-любителям, самостоятельно иготавливающим приманки; разнообразит домашний досуг подростков.

Конкуренцию 1Д601 составляет земляк 16Т02П (промышленный станок), отчасти, московский Т-65, минский Т-28, именуемый часовым (настольно-токарный по документам). Изготовление Т-28 Минским часовым обуславливало высокую культуру сборки. За основу проекта взят удачный Schaublin-70. Минчанин оснащался приспособлениями для внутреннего и наружного шлифования.

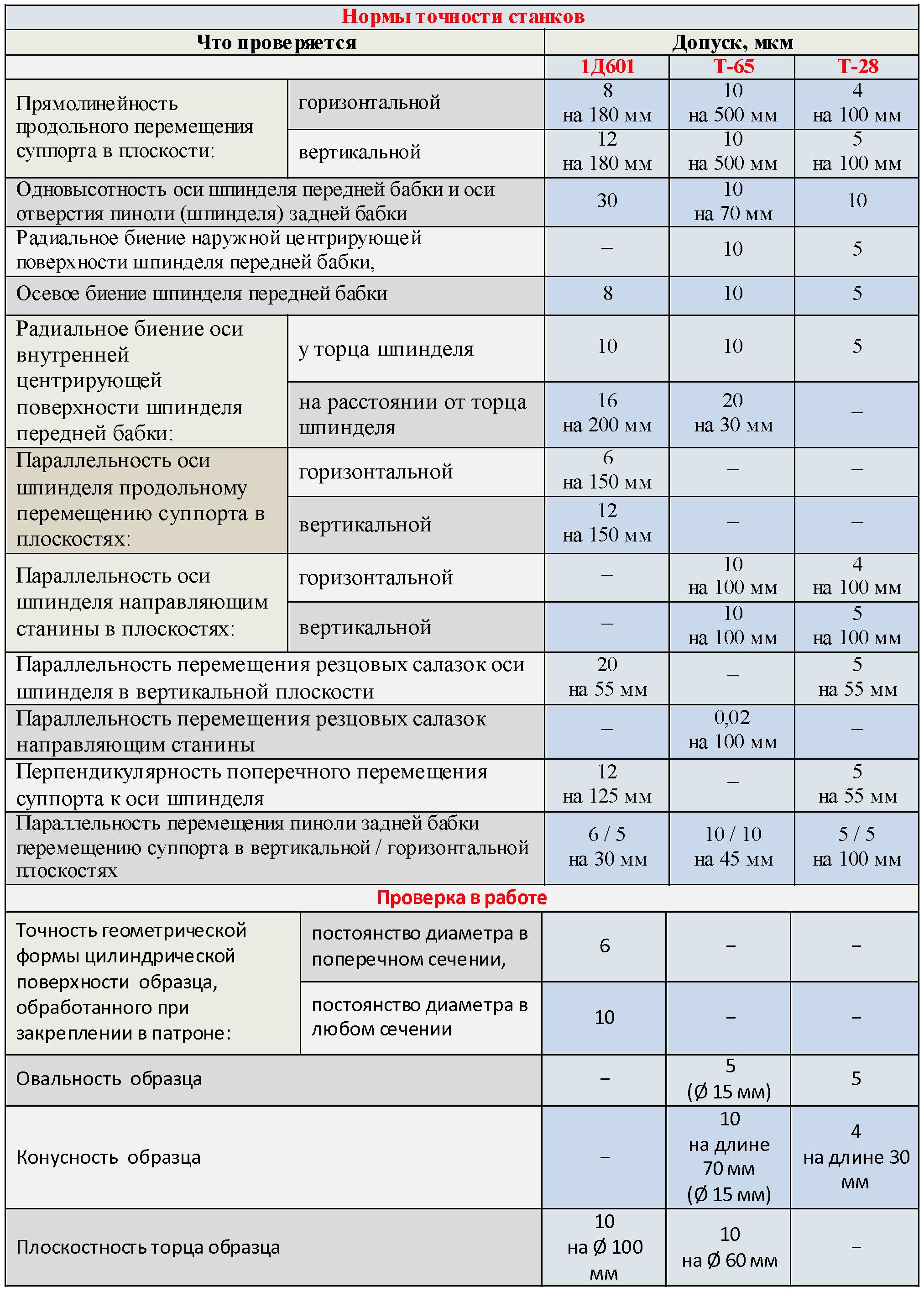
Сравнительные данные сведены в таблицу:
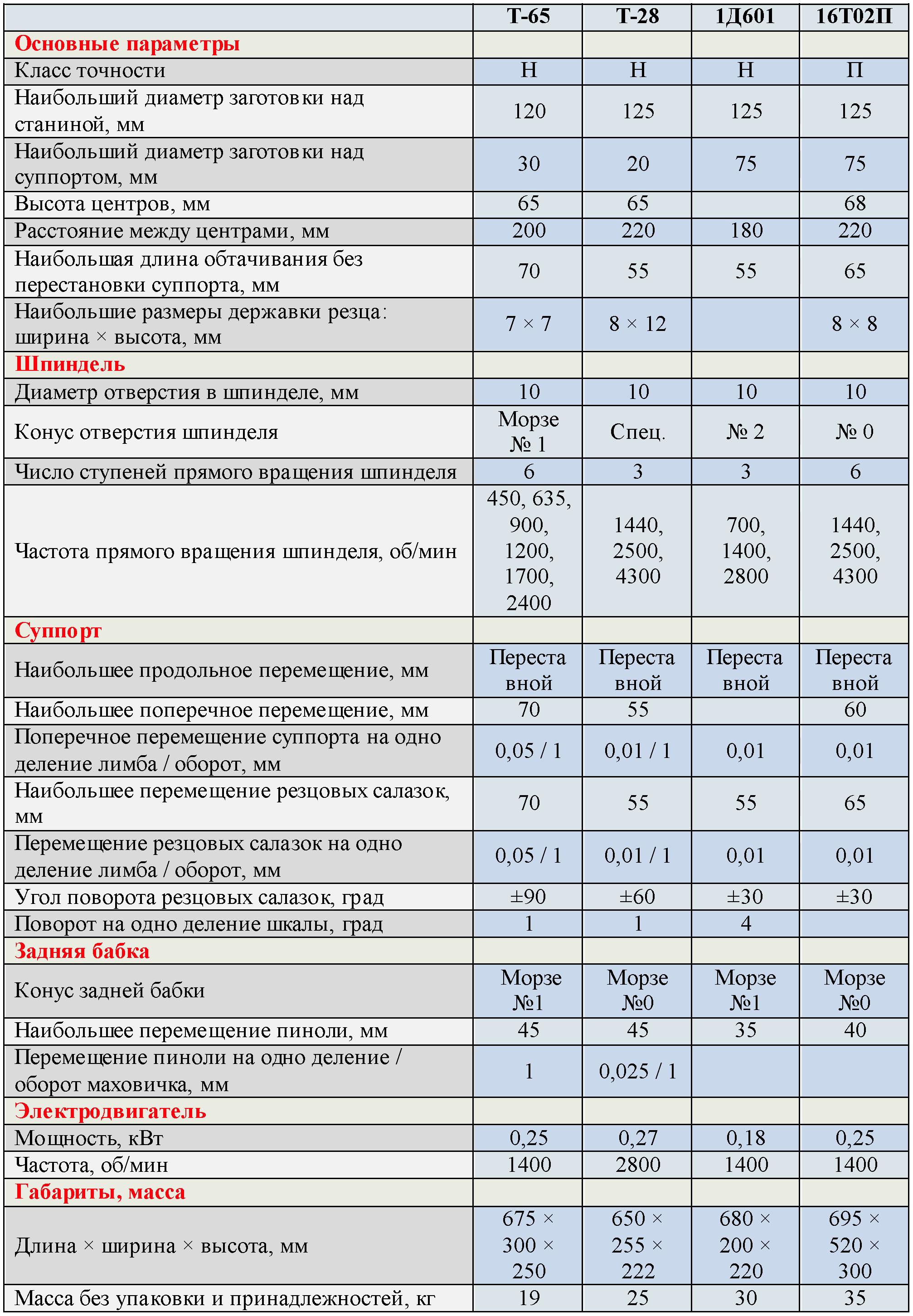
Разработанные для инструментальных цехов приборостроения, часовой промышленности Т-65, Т-28 (шпиндели на опорах скольжения) опережают 1Д601 по ряду проверяемых показателей.
История:
Экстрим на Т-65:
1Д601: «мал, да удал»:
Универсал
Концепция многофункциональности за счет единого привода, сменяемых по необходимости модулей, монтируемых на базовой плите, воплощена в семействе Универсалов.
Умелец может выполнять все виды токарных операций, растачивание, фрезерование, сверление, плоское шлифование, заточку. Универсалу по зубам не только сталь и пластик. Для обработки древесины предусмотрены фуговальное, распиловочное, контурно-вырезное устройство.
Идея использовать цилиндрические направляющие не новая. Полагают, что конструкторы ЭНИМС взяли за основу австрийский Unimat SL компании Emco Unimat. Переосмыслив чужой опыт, нашим станкостроителям удалось серийно освоить неплохую многофункциональную машину.
В 1968 первое поколение сменил модернизированный Универсал-2. Выпуск продолжался Московской СтанкоКонструкцией, Владимирским ВЗПО. Из цехов вышло менее десятка тысяч станков.
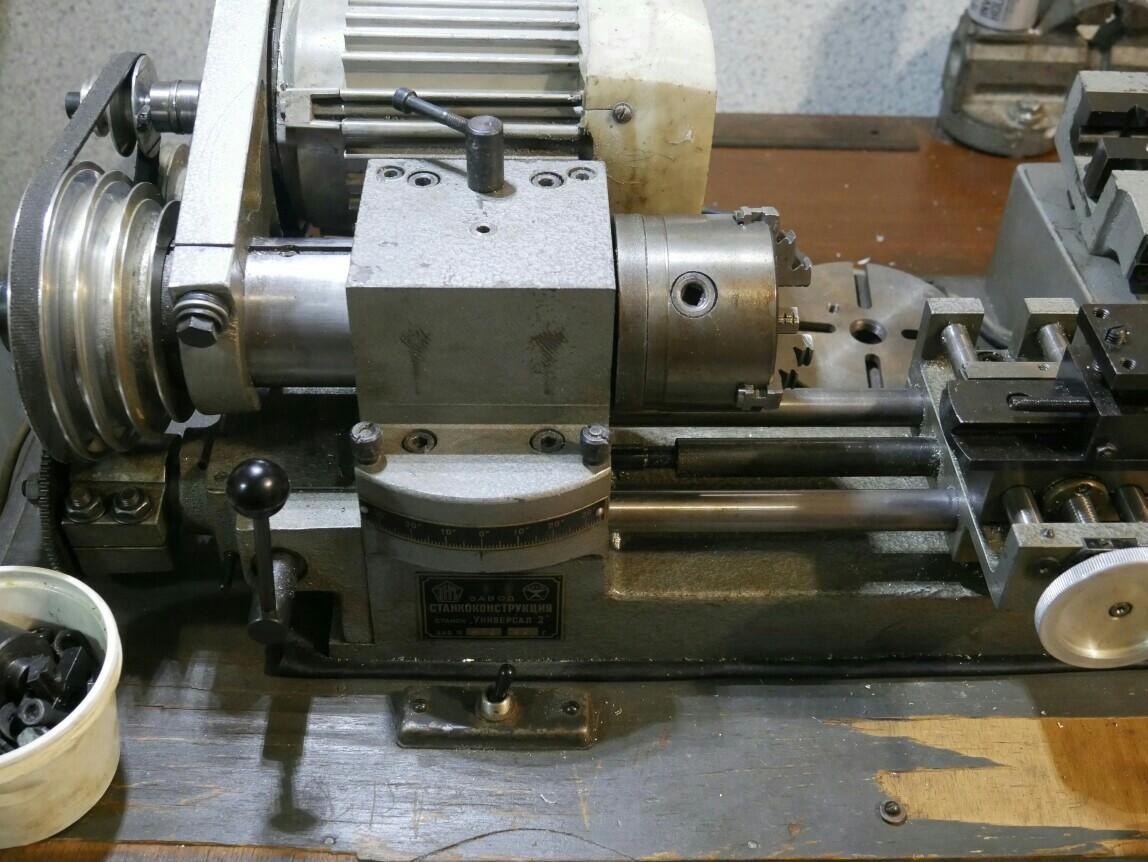
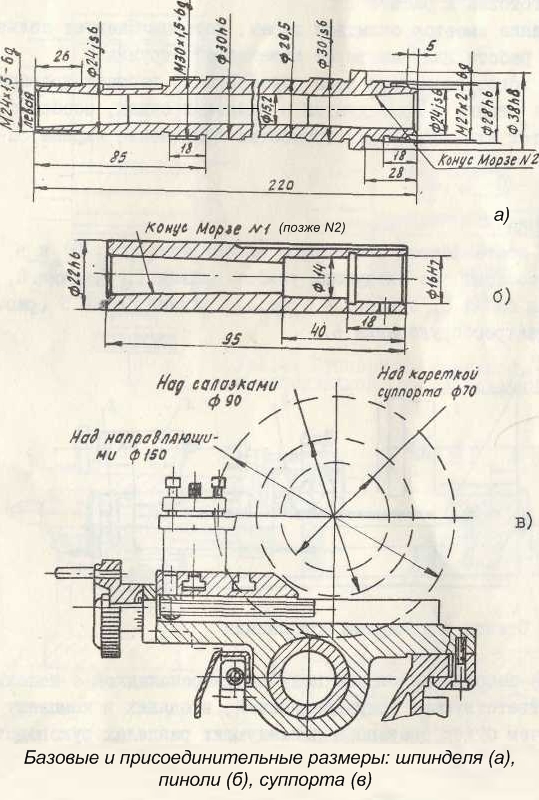
Компоновка токарного исполнения состоит из несущей станины, к которой крепится съемная шпиндельная бабка и две цилиндрические направляющие. Между последними находится ходовой винт. Крестовый суппорт, задняя бабка передвигаются по направляющим.
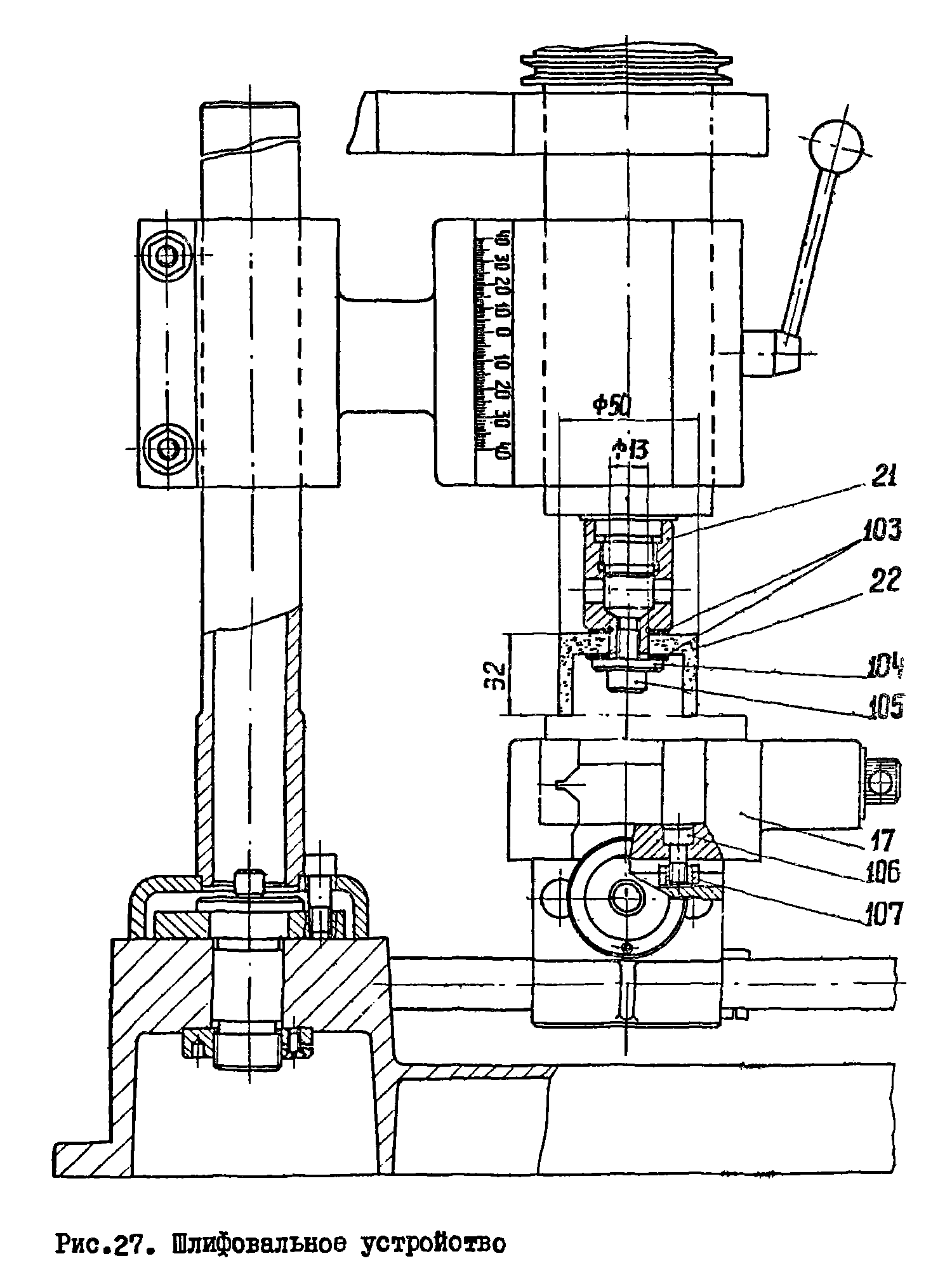
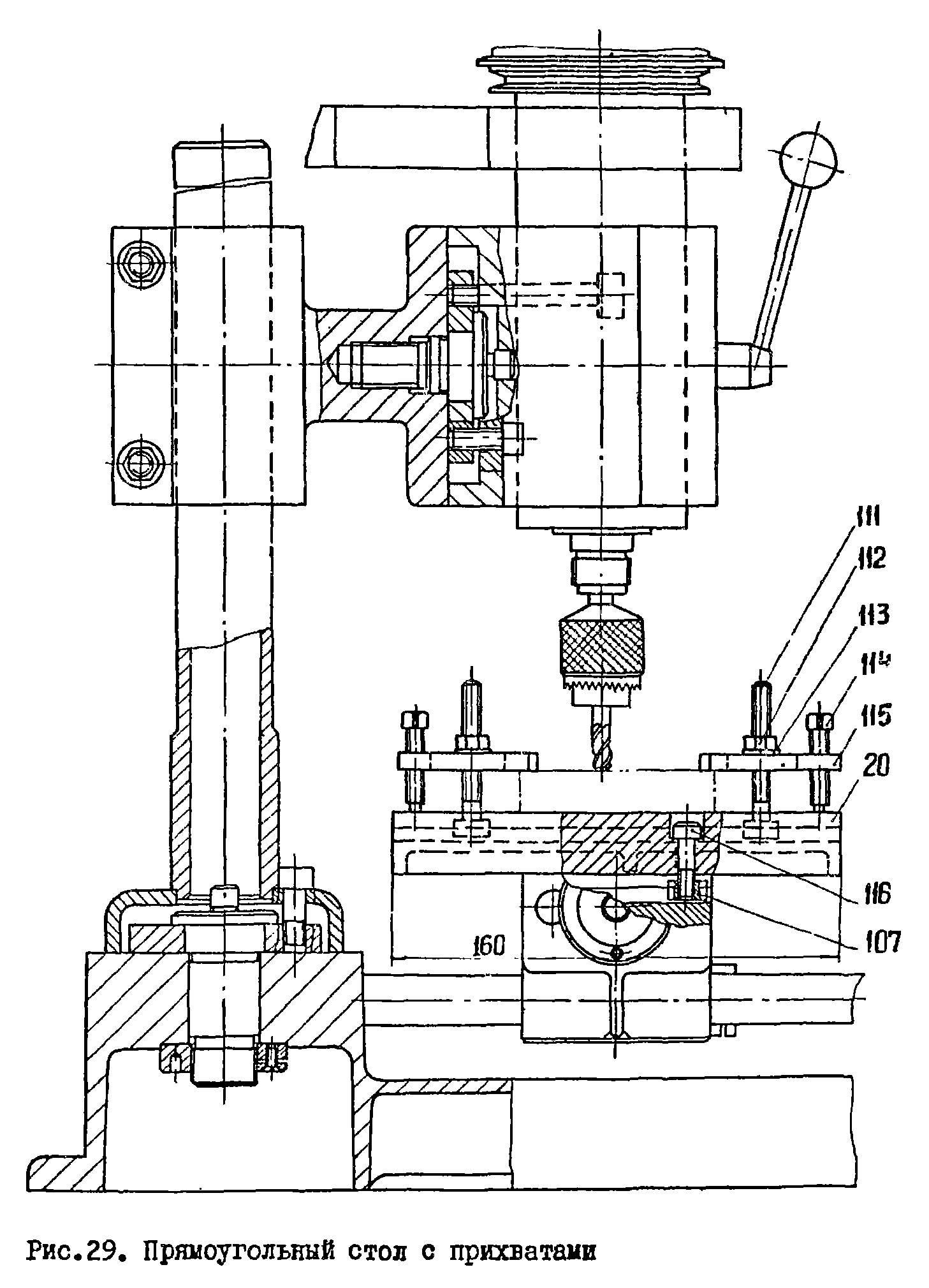
В сверлильном, фрезерном, шлифовальном исполнении бабка устанавливается на вертикальной стойке, фиксируемой на станине. К поперечным салазкам прикрепляются прямоугольный стол или тиски.
Перенастройка во фрезерный:
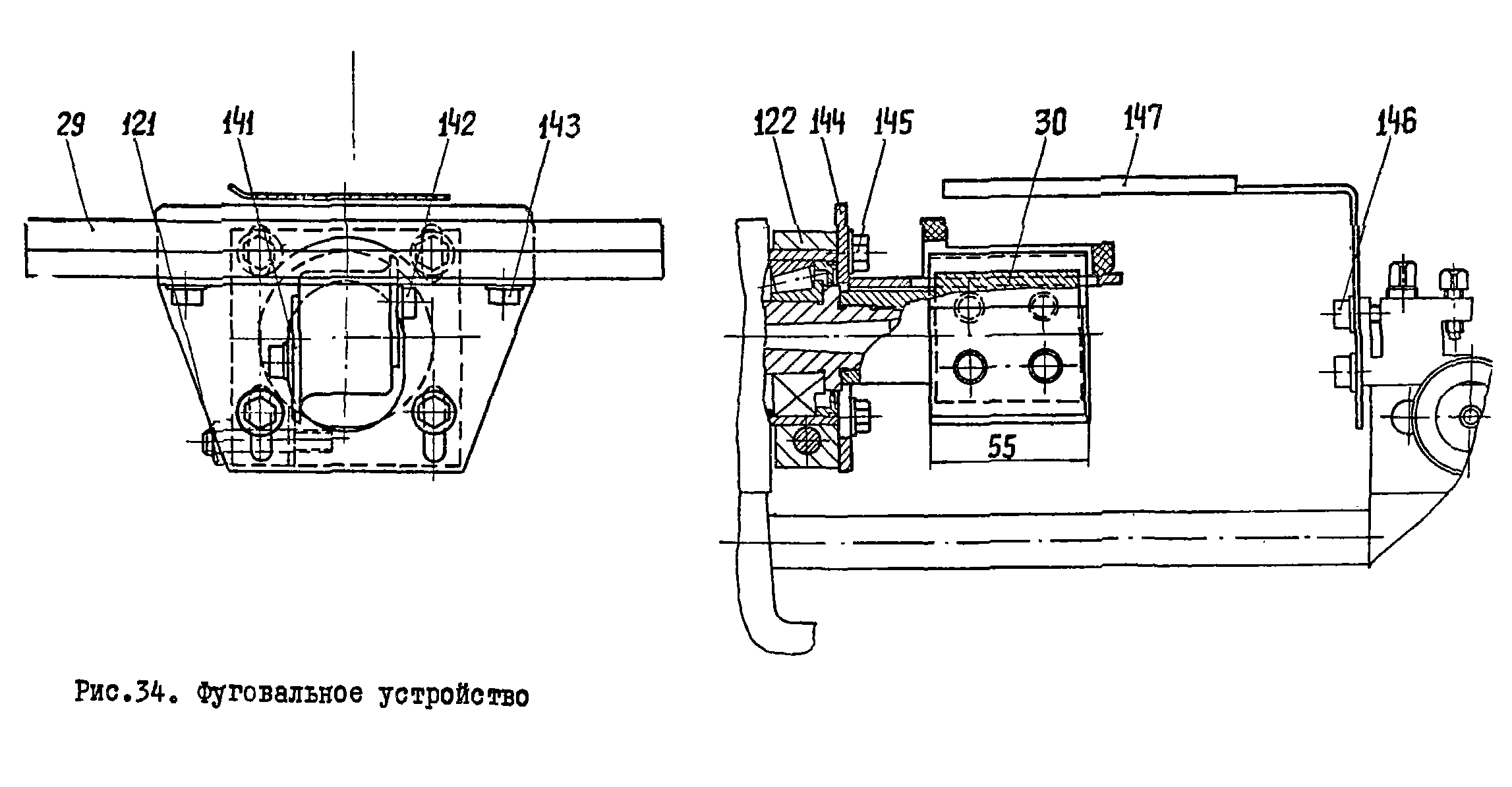
Фугование, вырезание лобзиком, распиловка, заточка производятся с горизонтально расположенной бабкой. Дополнительно монтируются эксцентриковое устройство, специальные столы. Абразивный круг устанавливается со стороны шкивов.

Видеообзор:
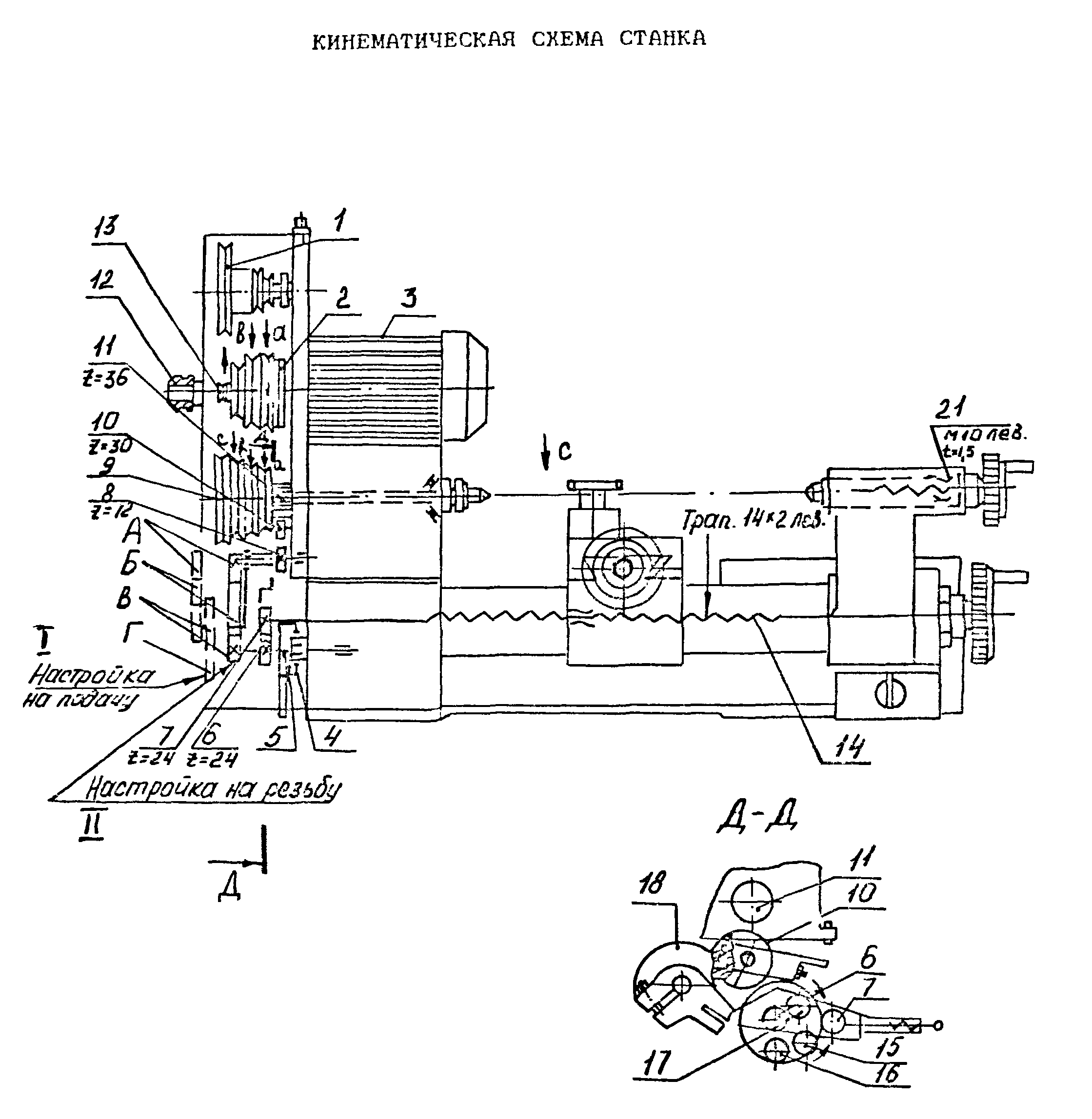
На исходе 80-х двойку кардинально переработали:
- Пару круглых направляющих заменили полой большего сечения передней и плоской охватываемой задней, заметно повысив жесткость.
- Ходовой винт расположили спереди, прикрыв кожухом.
- Передняя бабка стала несъемной, неповоротной.
- Круглые направляющие поперечных салазок заменили одной в форме ласточкина хвоста. Каретку под подвижной резцедержкой сделали поворотной для проточки конусов.
- Новое сверлильно-фрезерное, плоскошлифовальное приспособление, с вертикальной установочной плоскостью, крепится на суппорте.
- Шпиндель установили на двух одинаковых конических роликоподшипниках большего типоразмера (6-7206 взамен 6-7205, 6-7204).
- Конусы отверстий шпинделя, пиноли увеличили с Морзе №1 до №2 (начиная с модернизвции 3М).
- Заменили ЭД, мощность возросла с 0,25 до 0,37 кВт при однофазном питании.
- Количество скоростей сократили с 11 до 9.
- Поворотное устройство с набором колес заменило реверсивную муфту. Новшество спорное: инструкция не рекомендует включать, реверсировать движение суппорта при вращающемся шпинделе.
- Подняли максимальные размеры обрабатываемых заготовок, увеличив габариты и рабочие перемещения. Тройка позволяет обрабатывать заготовки весом до 5 кг.
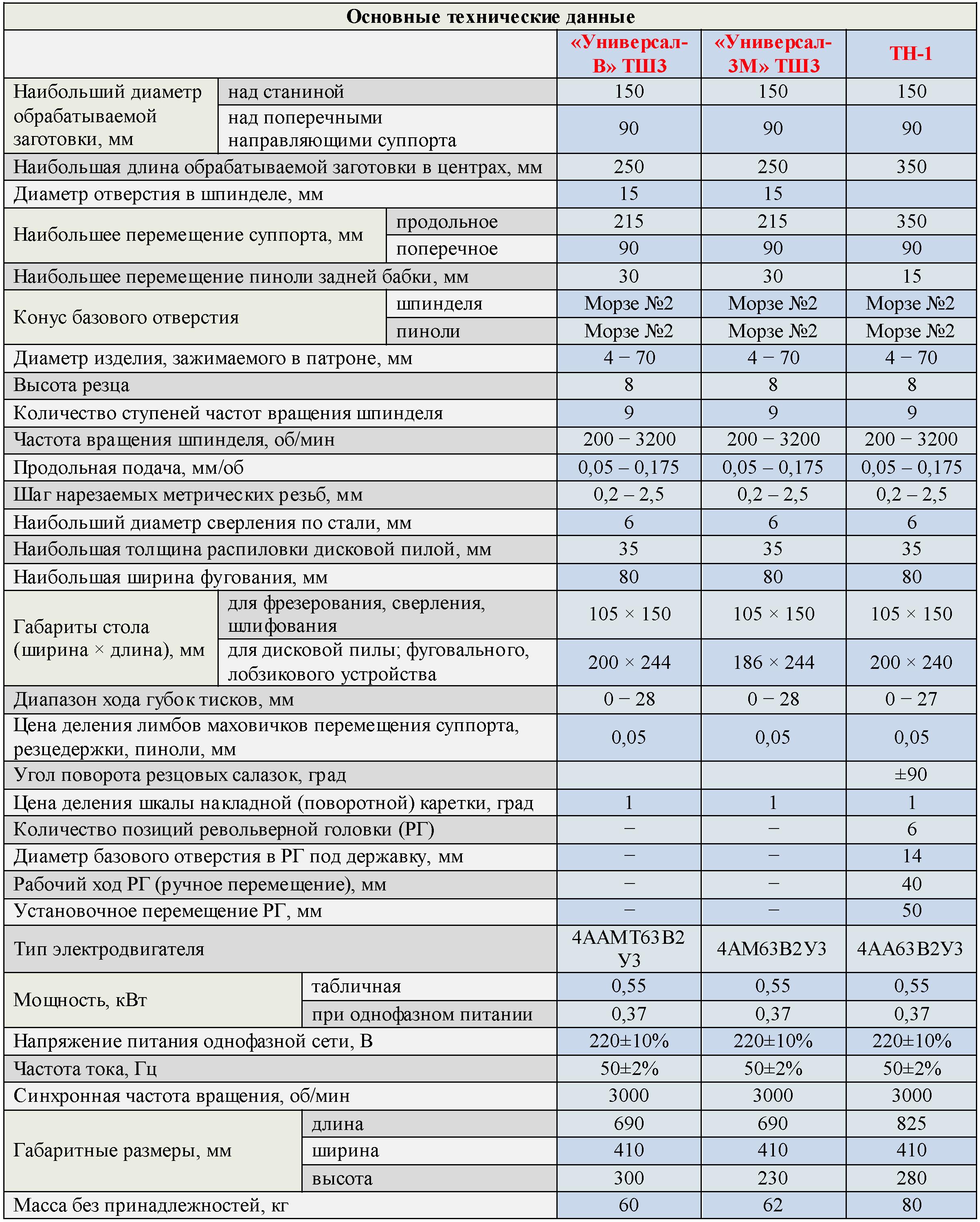
Изготовляли обновленный Универсал несколько заводов:
- Воткинский машиностроительный: «Универсал-В» модель ТШ3.
- СтанкоКонструкция: «Универсал-3М» модель ТШ3.
У воткинца фактически несъемная ЗБ: требуется демонтаж трубы. Станкоконструкция, ВЗПО внедрили сборную подошву, охватывающую трубу, снимая ЗБ, раскручивают болты, стягивающие половинки.
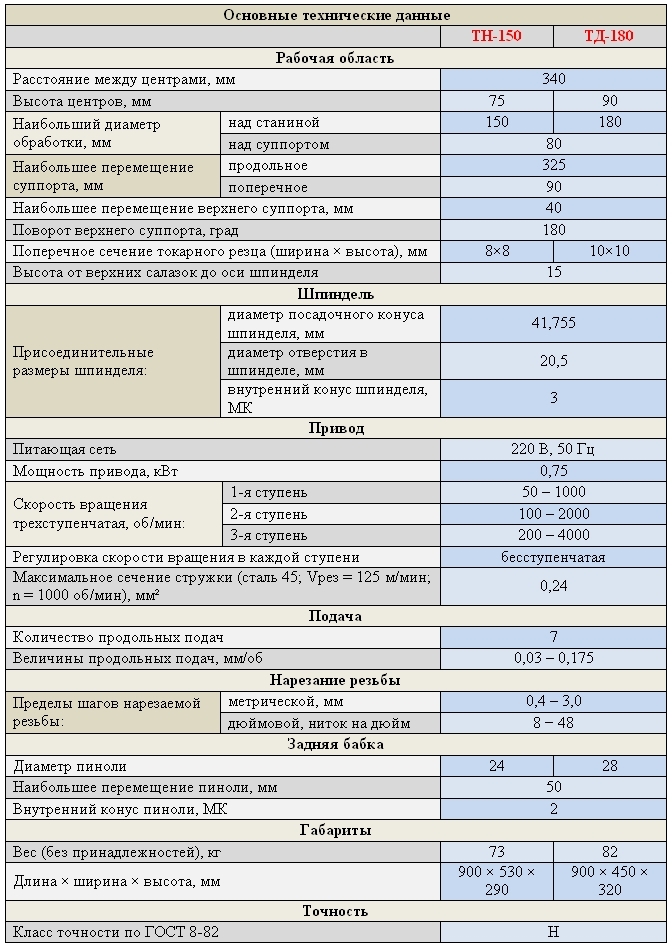
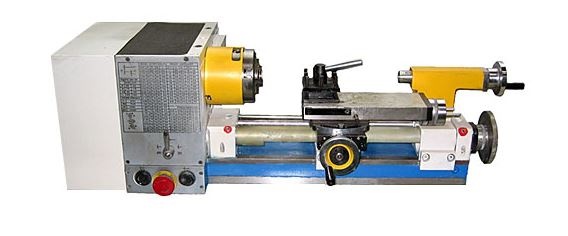
Свои модификации поставляли Мичуринский «Прогресс», Нижегородское СКТБ «Орион», ВЗПО «Техника» (ТН-1, ТН-1М), Пензенское ПО «Старт» (ТН-150, ТД-180). На некоторых производство сохранялось после 2000 года.
Примечание: встречаются версии удлиненного «Универсала-3М» (РМЦ = 400 мм), со смещаемой поперечно задней бабкой: https://www.chipmaker.ru/topic/157941/?tab=comments#comment-2792972.
Оборонная специфика предприятий предопределила достойный уровень изделий. Экспортные поставки снискали уважение зарубежных коллег.
Отзыв о ТШ3 на авторитетном сайте: «…with manufacture beginning in the town of Penza (Pensa) to the very highest quality standards in a strategic defence plant…» Подробнее: http://www.lathes.co.uk/russian/
Владельцы ТШ3 довольны:
- Добротностью сборки.
- Жесткостью.
- Точностью: обработанный стальной валик ∅30 × 125 мм имеет отклонение от круглости – до 20 мкм; конусность – до 30 мкм. Шероховатость поверхности при чистовых режимах – Ra 1,25 мкм.
- Увереным съемом до 1 мм припуска за проход со стали твердостью HB 150 – 180.
- Малым уровнем вибрации, шума.
Вызывают нарекания:
- Недостаточные: РМЦ, диаметр сквозного отверстия шпинделя, ход пиноли (глубина сверления).
- Крайне ограниченные рабочие зоны нетокарных наладок, малый расход губок тисков.
- Невозможность нарезания дюймовых резьб с базовым набором сменных колес.
- Отсутствие ускоренной автоподачи.
- Необходимость смены резцедержек при разных операциях.
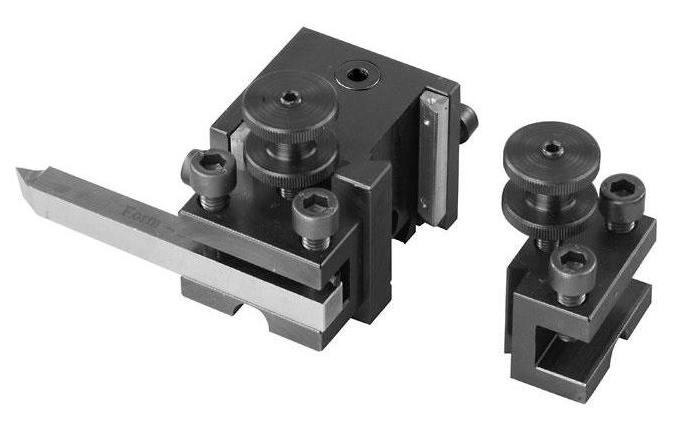
Поставляемые токарные приспособления:
Недостающий комплект колес для дюймовых резьб продается на Директлоте, Алиэкспрессе. Электрогитара намогого удобнее, но инсталляция сопровождается переделками, самоделки требуют знания электроники, покупные стоят, как станок.
Примечание. ВЗПО «Техника» поставляла за отдельную плату оснастку для нарезания конических, дюймовых резьб.
Станину модификации ТН-1 удлинили, учтя отзывы. Для серийной технологии предназначена съемная шестипозиционная револьверная головка (РГ). При надобности ТН-1 быстро перестраивается в патронно-центровой. Инновации добавили 20 кг веса.
Модернизация под программное управления с ПК:
ТН-1М перенял компоновку предшественника, но высоту центров подняли с 75 до 90 мм. Вариант снабдили классическим крестовым суппортом: каретка, поперечные салазки, поворотная часть, резцовые салазки с четырехпозиционным резцедержателем. Вес достиг 85 кг.

Лобзиковое устройство получило рациональное консольное крепление, не препятствующее передвижению листа при вырезке. Опыт эксплуатации показал: задействовано преимущественно токарное исполнение, реже – сверлильно-фрезерное устройство. Появились вариации:
- ТН-1МБ (базовая) – токарно-цетровая с минимальным комплектом инструментов.
- ТН-1МБ1 – добавлены несколько приспособлений (ПР).
- ТН-1М – (основная) токарно-центровая с набором универсальных ПР, кроме цангового патрона.
- ТН-1МР – основная модификация с добавленной РГ.
- ТН-1МРП – идентичная по комплектации предыдущей, плюс цанговый патрон.
Обратная эволюция от комбайна к универсальному токарному объяснима. Деревообработка плохо сочетается с квартирой. К тому же, элементы типичной столярки «не по росту» малышам. Сверлить гораздо комфортней на настольно-сверлильном, которым мастера чаще обзаводятся первым. Шлифовка над винтом, направляющими, заточной круг у гитары – вынужденная крайность, сокращающая ресурс, как не прикрывай, не очищай от пыли.
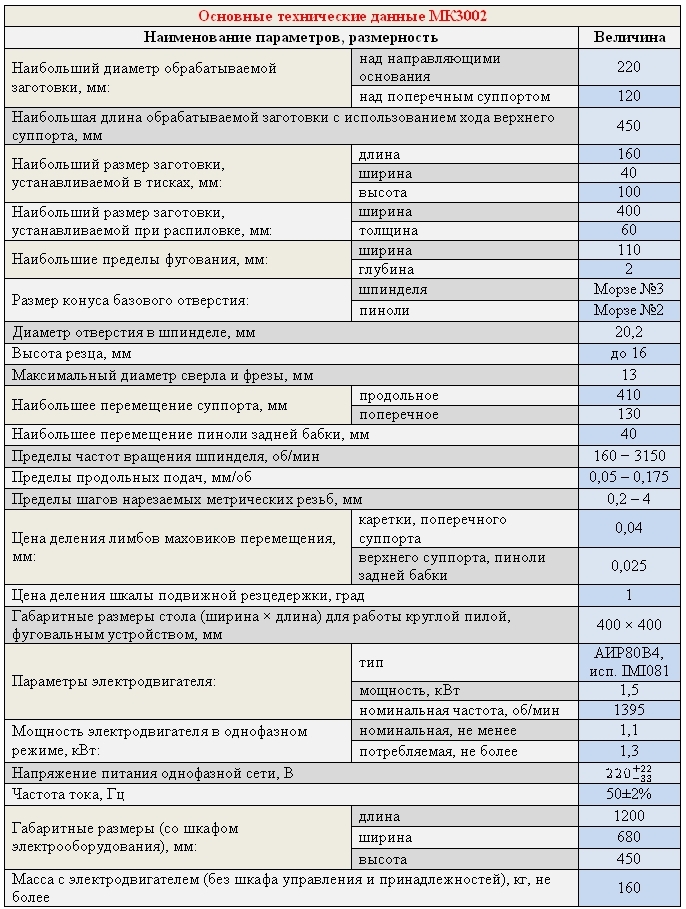
МК 3002
Московский «Красный Пролетарий» в «перестройку» воплотил в металле широкоуниверсальный МК 3002. Позиционируемый товаром народного потребления для домашних мастерских, кооперативов, индивидуальной трудовой деятельности, унаследовал основательность крупных собратьев.
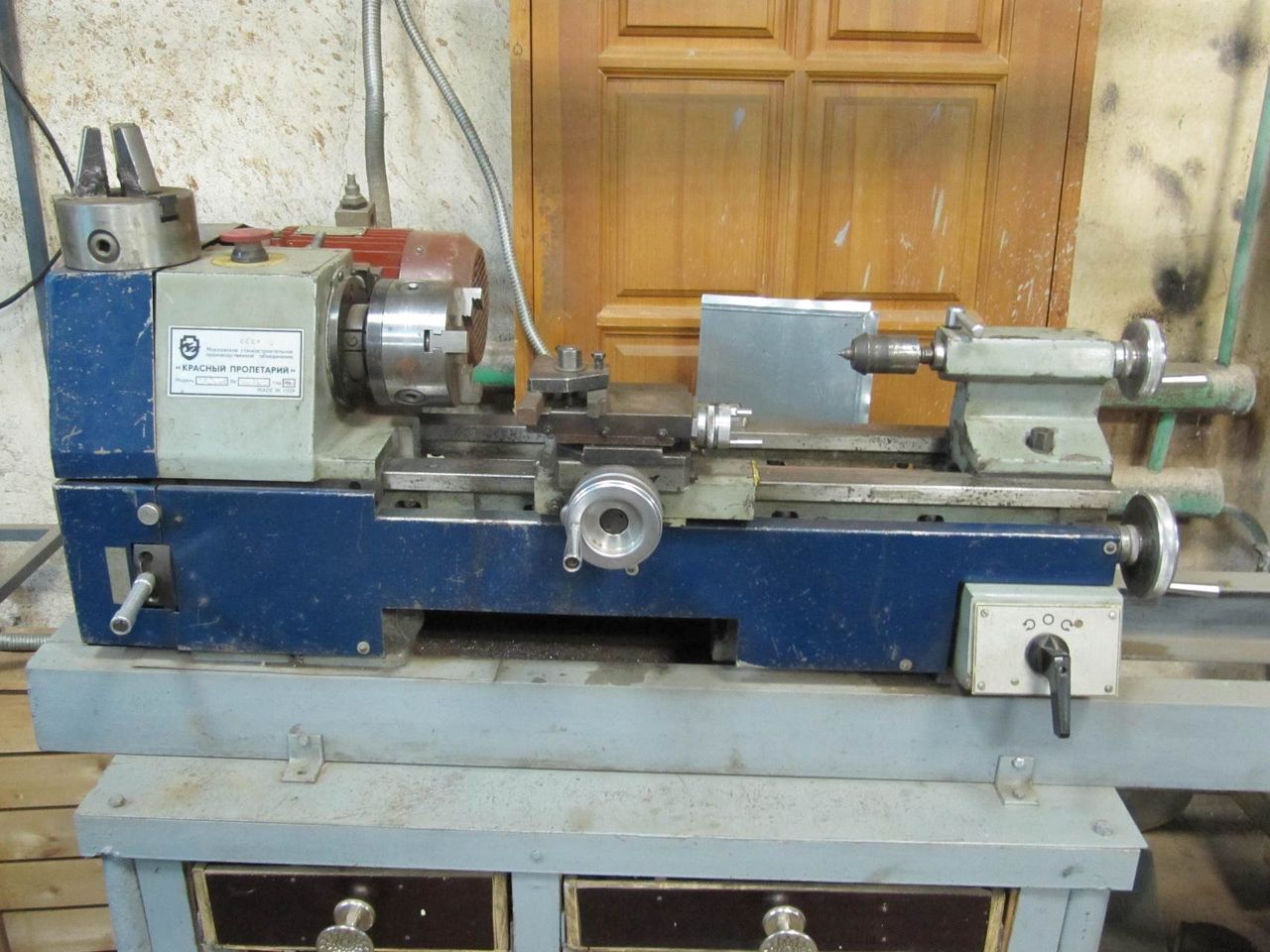
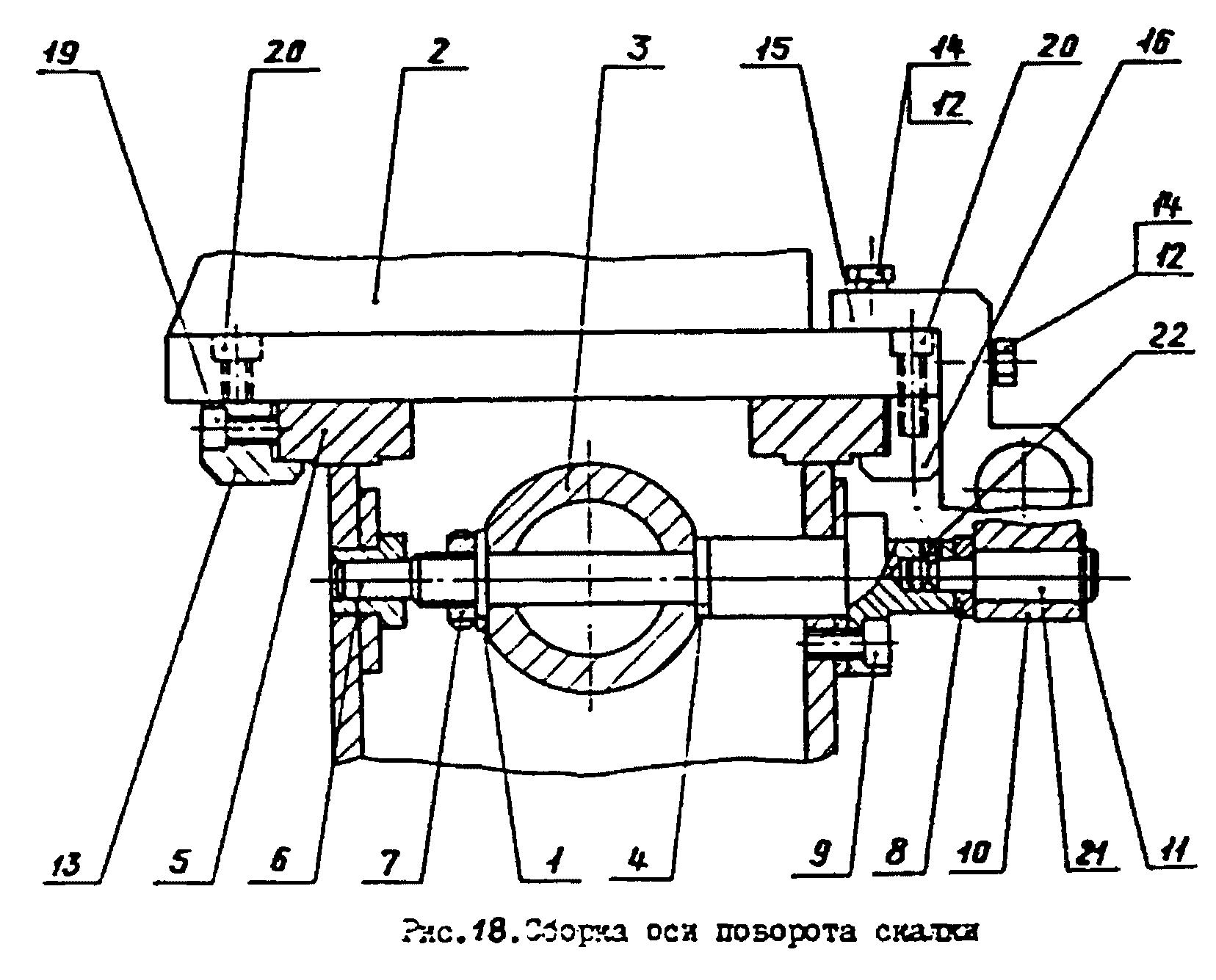
На следующем фото посередине видна поворотная труба-скалка:

Близкий родственник ТШ3 имеет конструктивные отличия:
- Плоские направляющие станины.
- Шпиндель на шариковых подшипниках: в передней опоре два радиально-упорных 5-46209Е, обеспечивающих минимальное биение.
- Передняя бабка открепляемая для переналадки в вертикальное сверлильно-фрезерное исполнение. К корпусу снизу прикручена скалка, поворачиваемая на оси, пропущенной через основание.
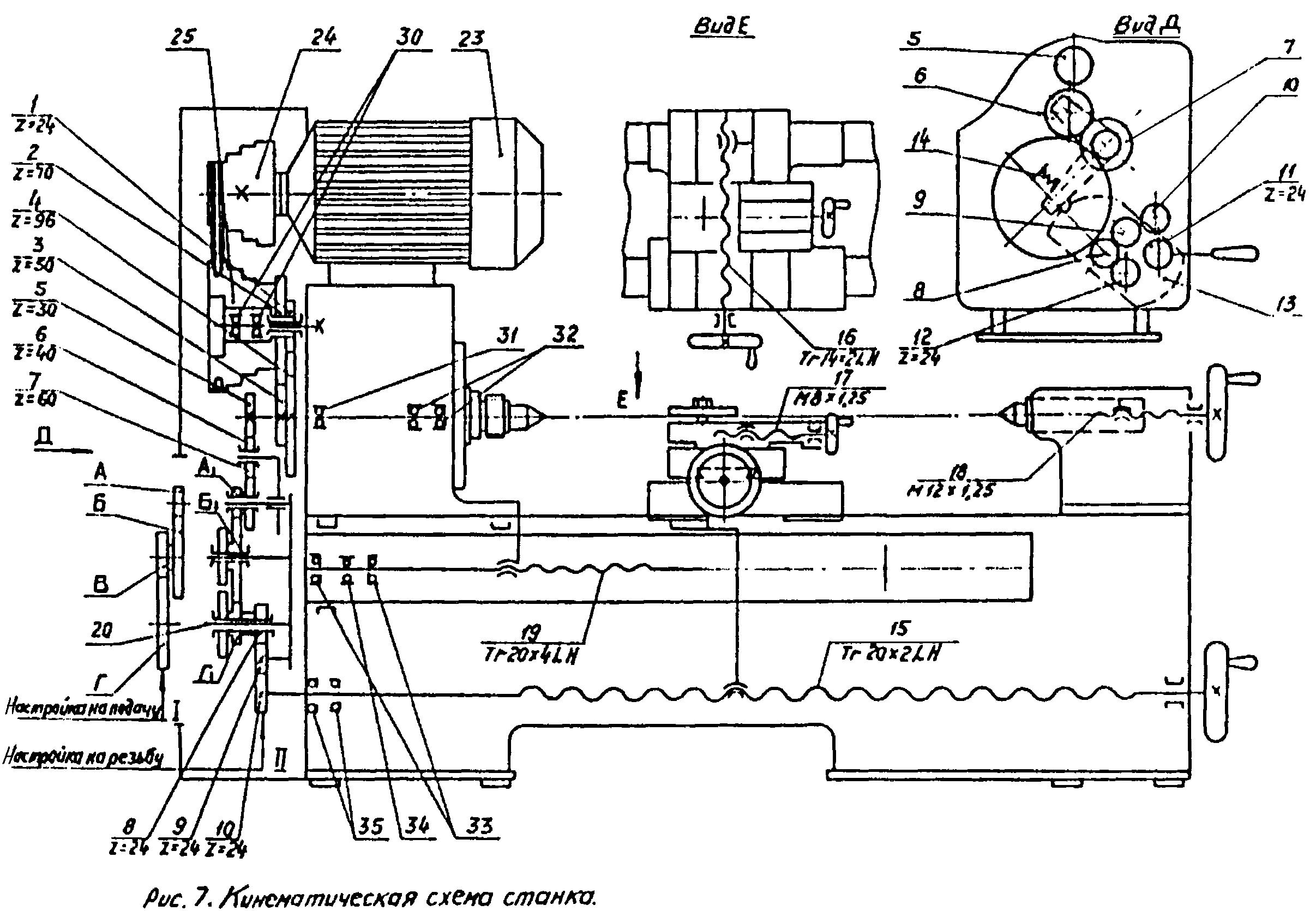
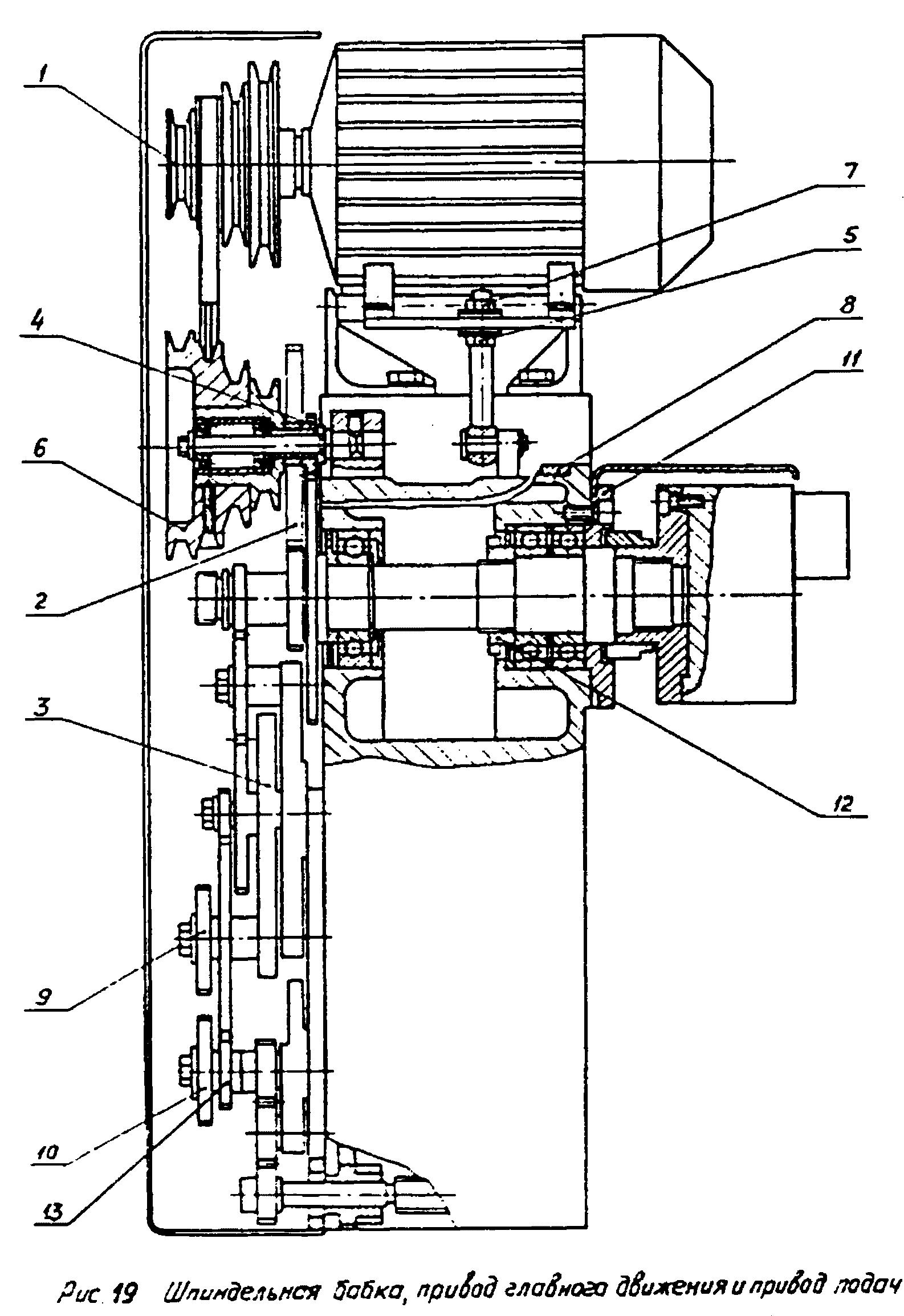
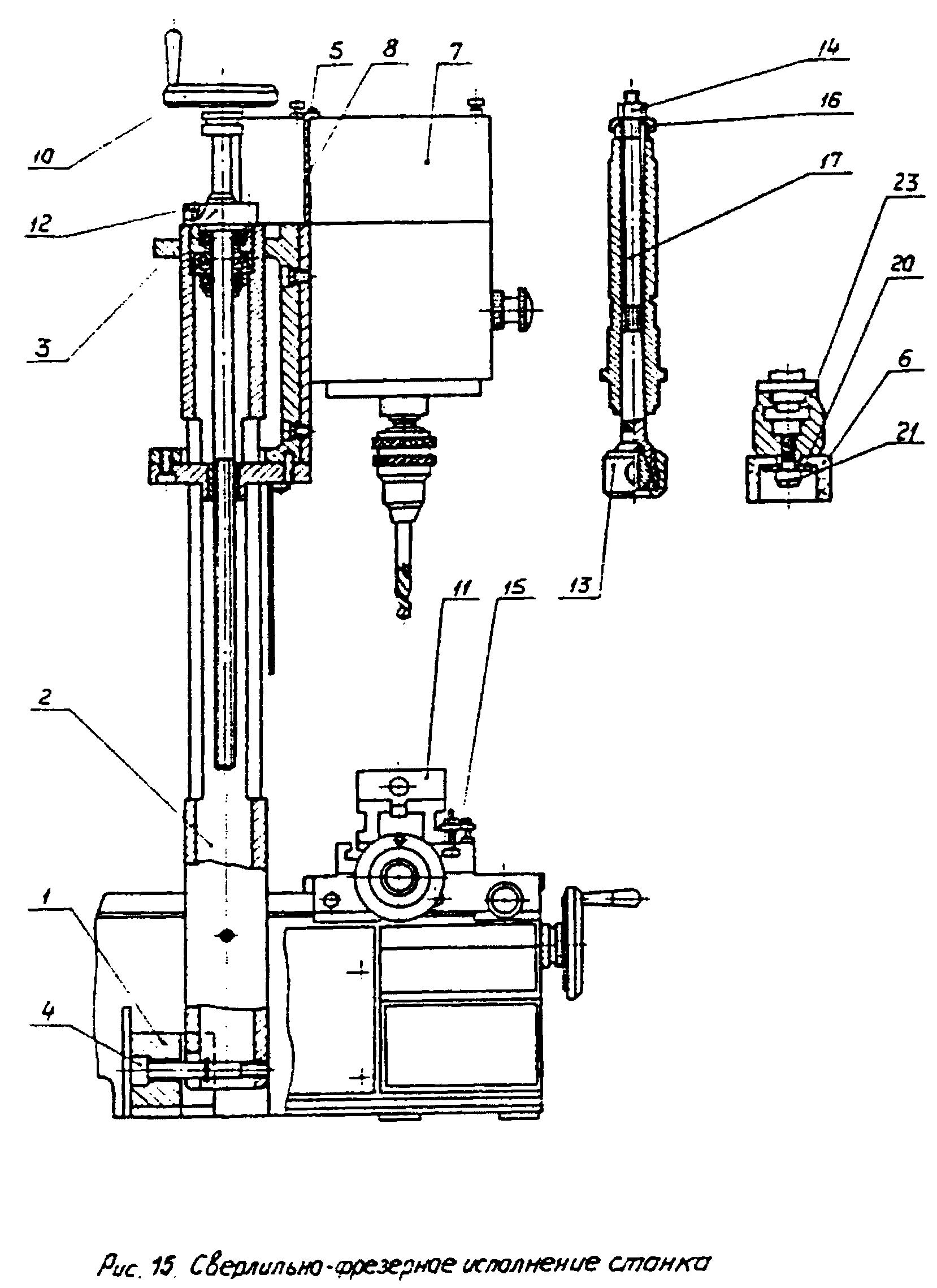
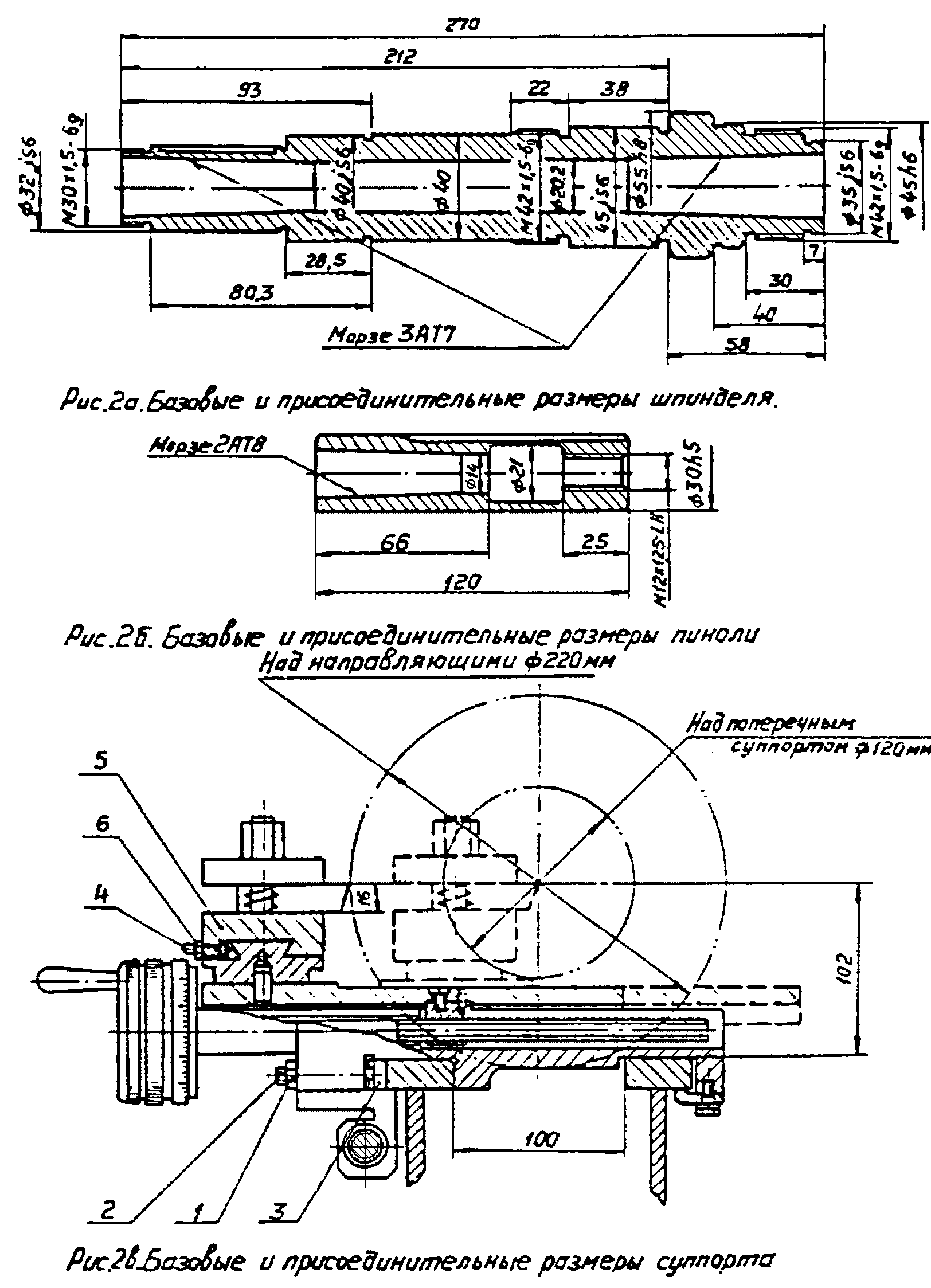
Кинематику, устройство – разъясняют рисунки из паспорта:
МК 3002 поставлялся в токарно-винторезной комплектации. Опцией шли принадлежности для переналадки на сверлильно-фрезерные, плоско-шлифовальные, заточные операции; обработку древесины (точение, фугование, распил).
Высота центров – 102 мм, возможна обработка заготовок над направляющими / поперечным суппортом, соответственно: ∅220 / 120 мм. Используя ход верхних салазок получают длину обточки – 450 мм. Шаг метрической нарезки: 0,2 – 4 мм. Остальные технические сведения в таблице:
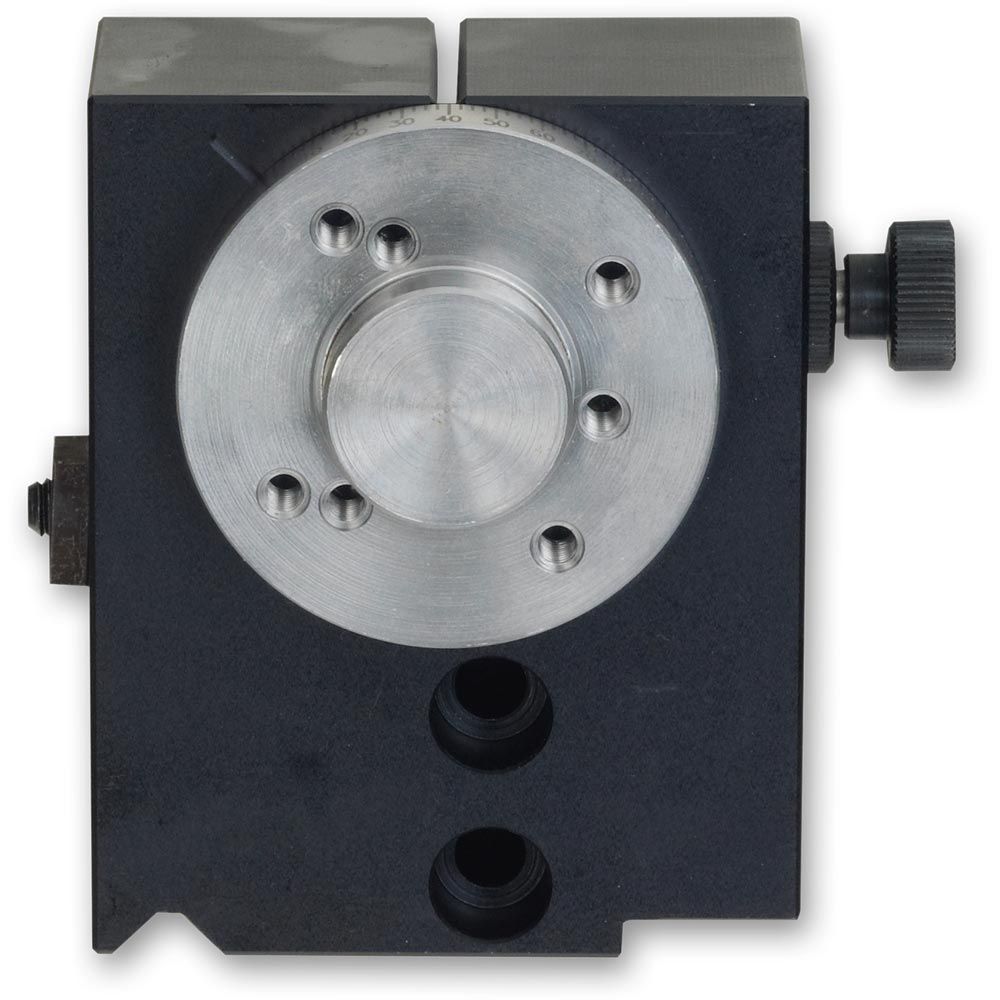
Посадочные места МК3002:
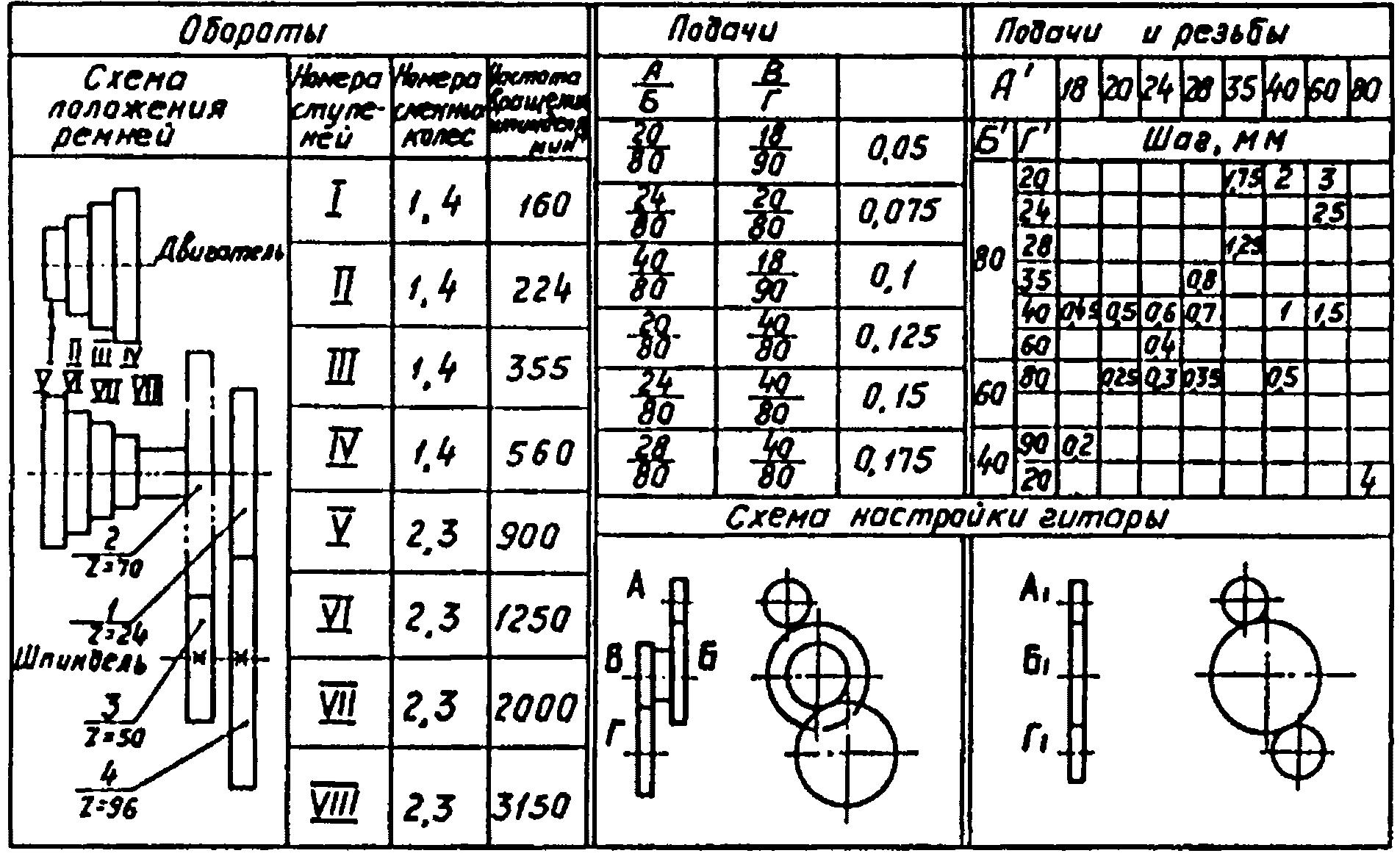
Значения оборотов, подач, нарезаемые шаги согласно паспорта:
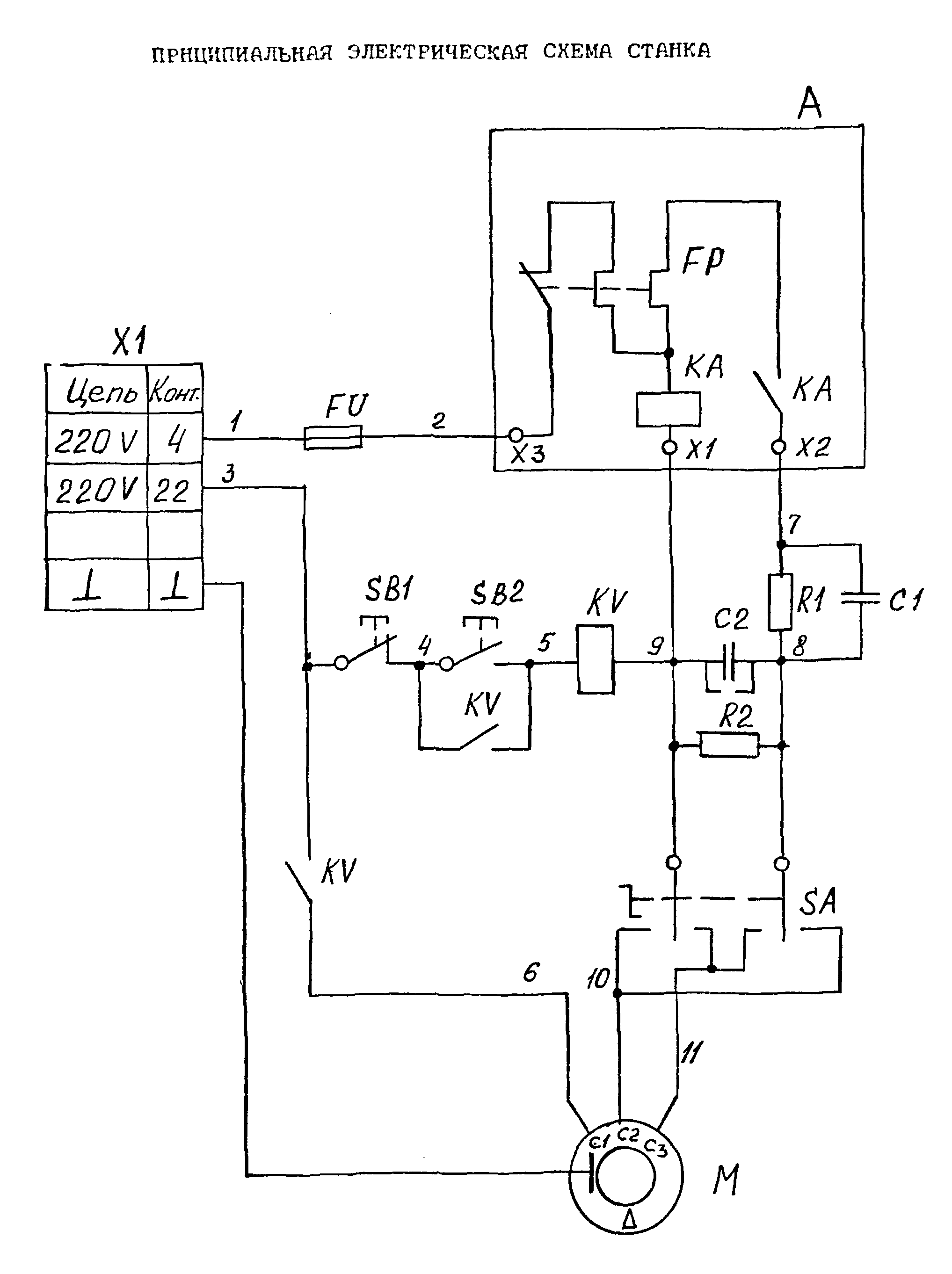
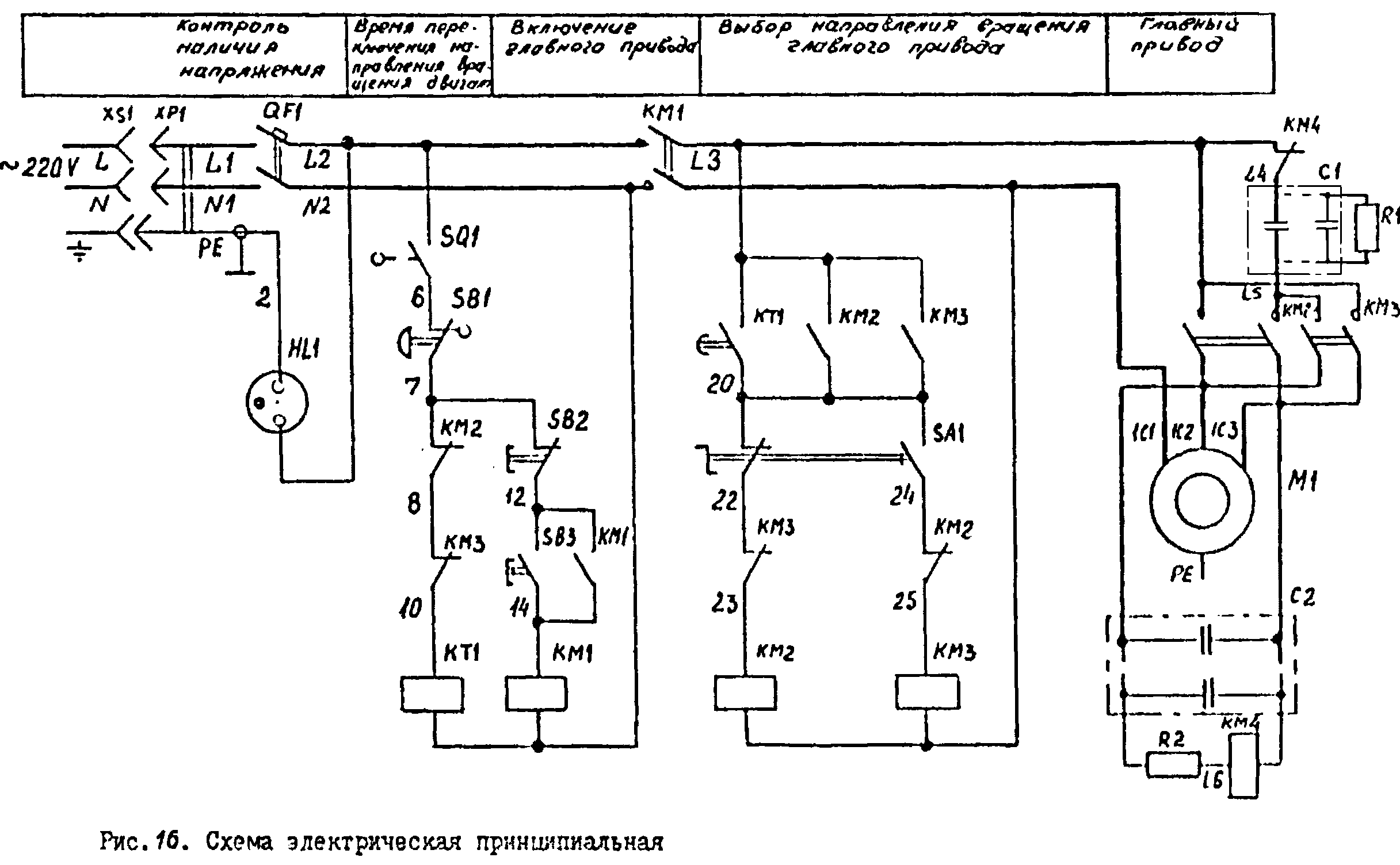
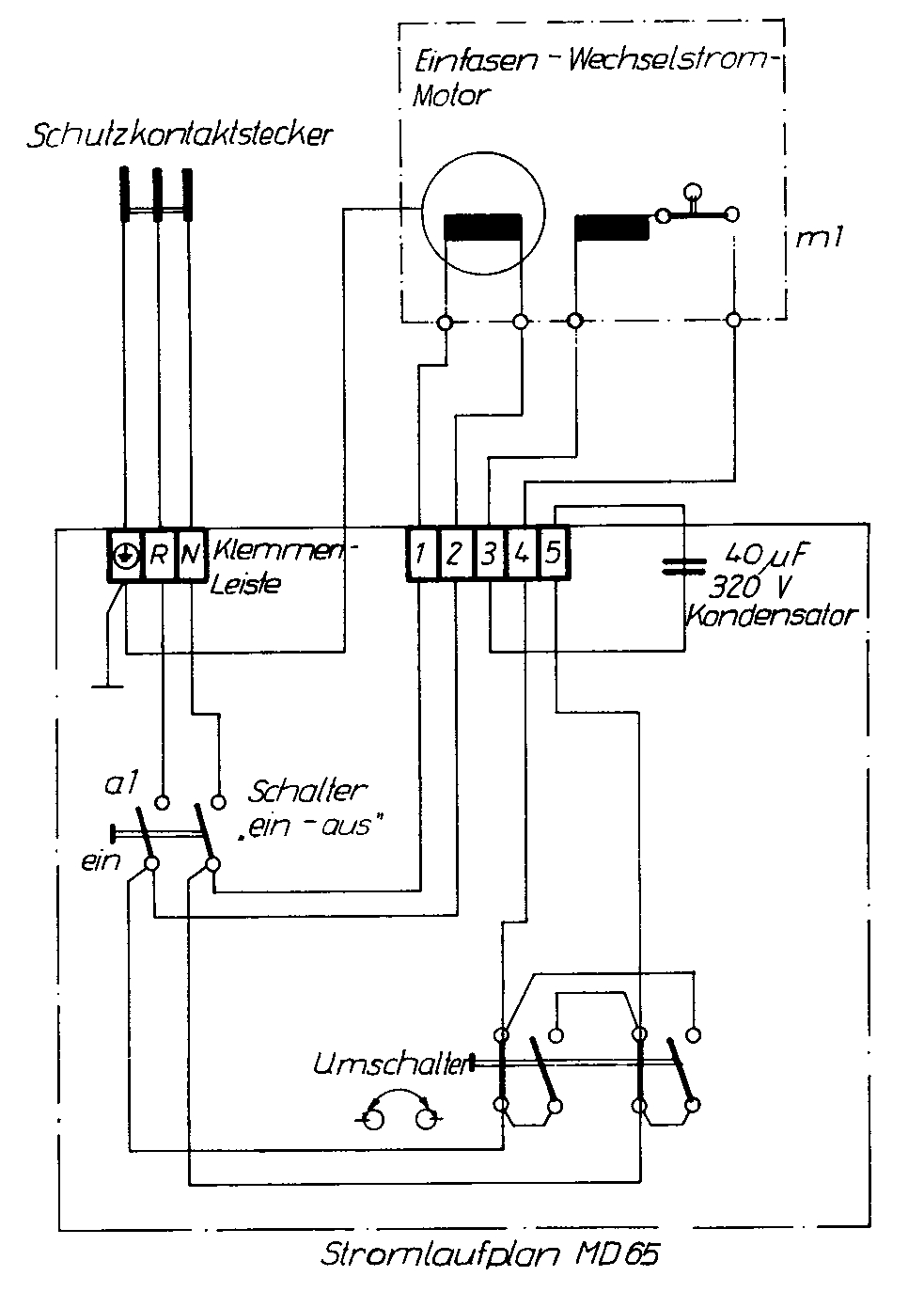
МК 3002 оснащен трехфазным двигателем. Подключается к однофазной сети по схеме с конденсаторами, обеспечивающими пусковой, рабочий момент. Электрооборудование шкафа, пульта управления скоммутировано изготовителем, остается вставить выходящие жгуты в штепсельные разъемы, выполнить заземление. Потребитель должен смонтировать, запитать прилагаемую розетку на 220В согласно принципиальной схемы.
Жесткая виброустойчивая конструкция, мощный (для типоразмера) привод – позволяют проводить черновое резание с большим съемом, и чистовое скоростное. Мешают неустраненные пороки предшественников:
- Отсутствие ходового вала и рейки.
- Задняя бабка не смещается поперек.
- Комплект колес не предусматривает дюймовую нарезку.
Также сетуют на дребезжание, хотя в причинах нужно разбираться, главным источником шума являются подшипники, стальные зубчатые передачи. Упоминают неподъемный в одиночку вес, но это плата за превосходство над бытовыми одноклассниками.
Миниток
Станкоконструкция продолжает выпуск «Универсала-3М», оснастки к нему. Параллельно продвигает линейку «Миниток», разработанную на базе предшественника. Четыре типоразмера с различной высотой центров, РМЦ – оптимизированы под задачи клиента.
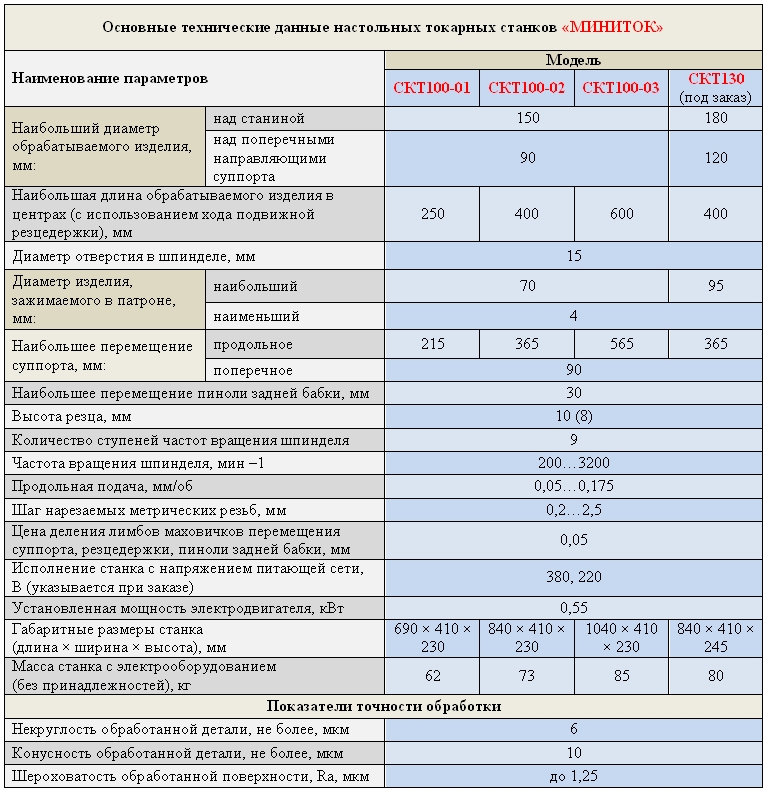
Как прежде, станине уделено особое внимание: отливка из качественного модифицированного чугуна подвергнута старению, снимающему напряжения, во избежание коробления в процессе службы. Механика позволяет изменять направление движения каретки, не останавливая, не реверсируя вращение заготовки.
По желанию заказчика оснащаются для сверлильно-фрезерных работ, комплектуются различными приспособлениями.
Дополнительная информация: https://www.stancons.ru/index.php?option=com_content&view=article&id=10&Itemid=15.
Лучшие отечественные
Репутация моделей ПО «Старт» подтверждена экспортом, начиная с ТС-1, в страны с высокоразвитым станкостроением. Последние освоенные ТН-150, ТД-180 превосходят универсалы серий: 3, 3М, В, но вдвое дороже. Сайт объединения: https://www.startatom.ru/. Печально, но по информации из интернета выпуск прекращен.
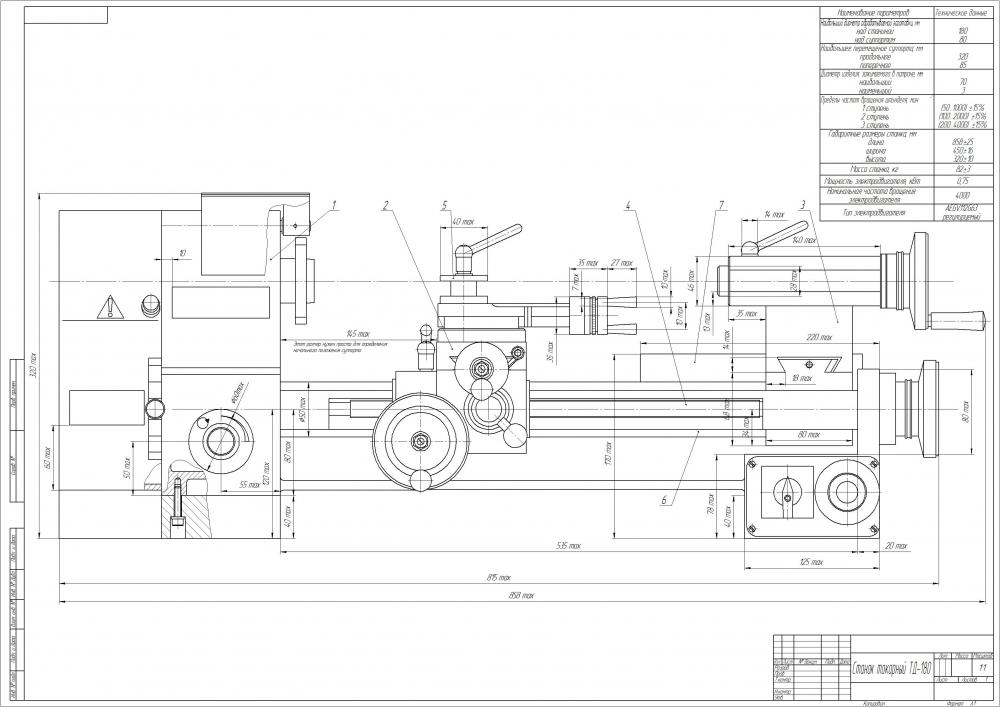
Цифры в наименовании ТН-150, ТД-180 – наибольший диаметр заготовок, устанавливаемых над станиной. Бесступенчатое изменение оборотов (с шагом до 1 об/мин) обеспечивает привод с преобразователем частоты от FHP motors (Германия). Три диапазона получаются за счет клиноременной передачи от двигателя на трехручьевой шкив, насаженный на заднюю консоль шпинделя.
Последний установлен на шариковых радиально-упорных подшипниках SKF (Швеция). Обе модели имеют размыкаемую маточную гайку и зубчато-ременную передачу для быстрой ручной подачи на холостом ходу. Качественные винты гарантируют точную подачу, цена деления лимбов – 0,025 мм.
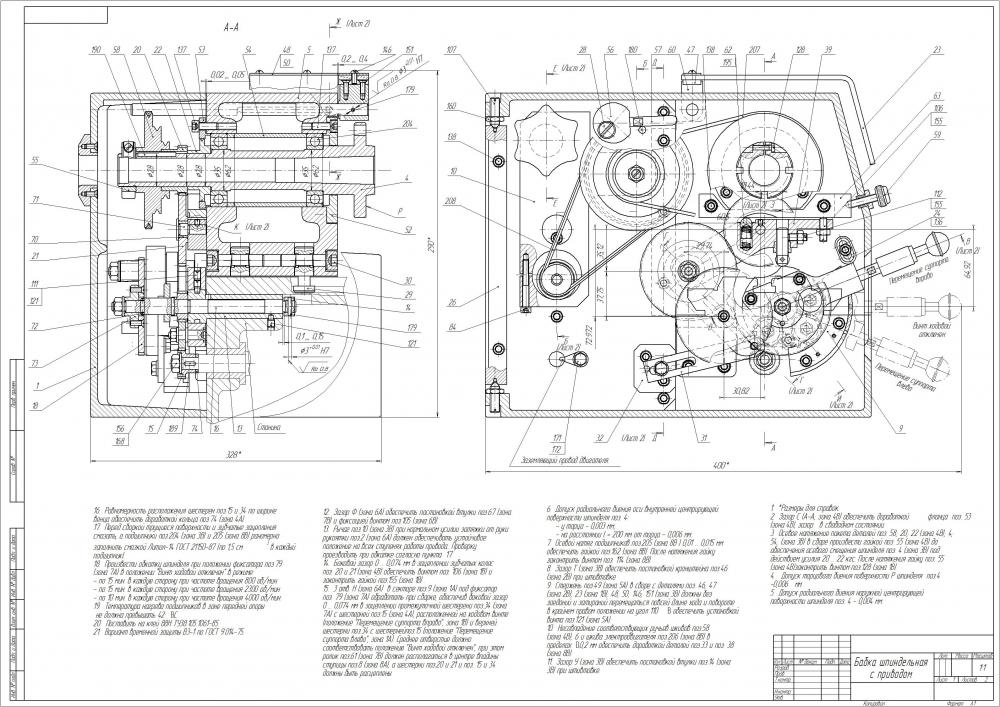
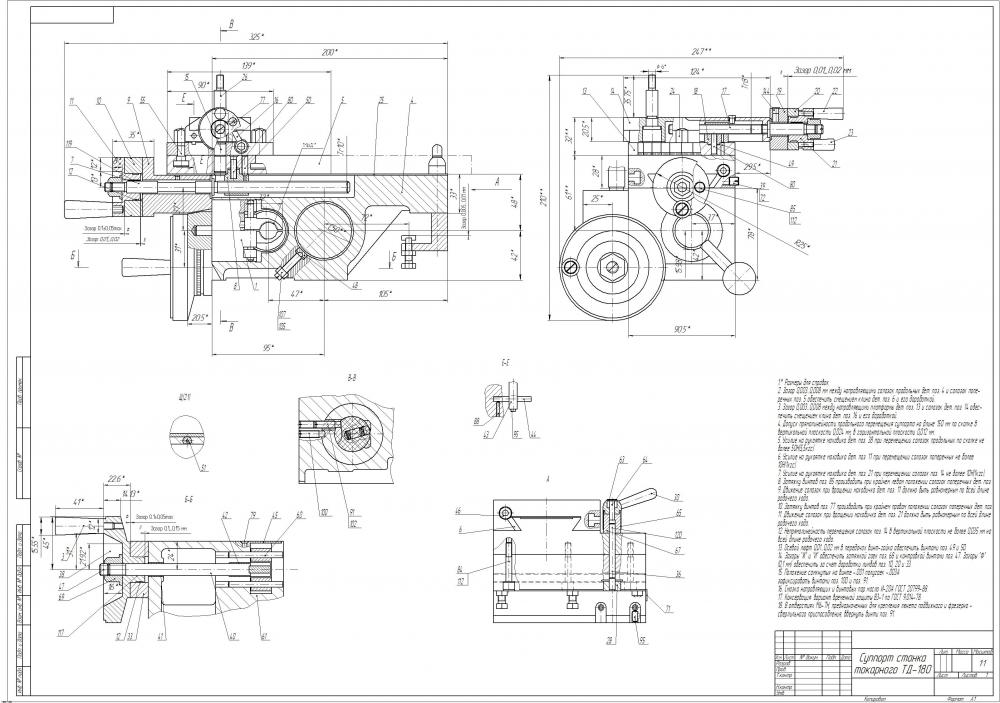
Чертежи узлов (по материалам: https://www.chipmaker.ru/topic/123540/ ):
Смещаемая поперек задняя бабка дает возможность обтачивать длинные пологие конуса. Базовая комплектация позволяет резать дюймовую резьбу. Возможны фрезерно-сверлильные операции в некруглых деталях. Дополнительная оснастка используется для решения разнообразных технологических задач.
Сравнение характеристик демонстрирует таблица:
Из обсуждений, отзывов на форумах:
- Стабильно достижима точность по классу Н.
- Благодаря размыкаемой гайке и ременной передаче, утопленной в паз направляющей трубы, удобно перегонять суппорт, особенно при резьбонарезании.
- Ремень – неудачная замена рейки, так как быстро рвется.
- В несколько раз дороже подержанных Универсалов.
ТД-180 – лидер рейтинга отечественных токарно-винторезных. Конструкторы достигли пределов для настольного агрегата. Патрон диаметром 160 мм – заявка на работу в малом бизнесе. Досадно, что марка редкая, дорогая.
ТН-1М, «Техника» – доступнее, подходят для полупрофессионального использования. Московская и воткинская разновидности ТШ3 – оптимальный выбор для квартиры, обходят немцев по деньгам, а китайцев – по уровню. Перечисленные марки ремонтопригодны, обладают потенциалом для реноваций.
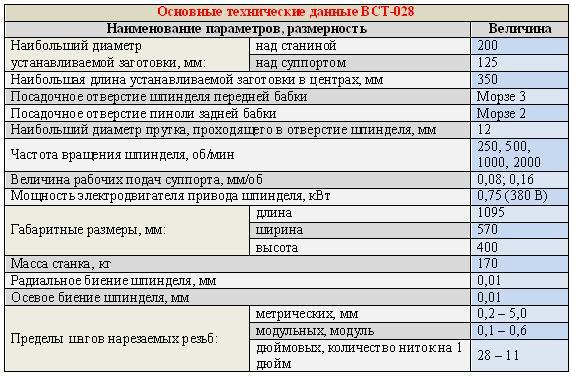
ВСТ-028
Старейший в отрасли Витебский «Вистан» пережил реорганизацию с закрытием старой площадки. Белорусам удалось сохранить полный технологический цикл, объединив СКБ ЗШ и ЗС, Витебские станкостроительные заводы имени Кирова и Коминтерна. Обновленное ОАО «Вистан» наряду с крупным сложным оборудованием производит малогабаритное, в том числе универсальный ВСТ-028.
Основные сведения от производителя:
Официальная страница «Вистан»: http://www.vistan.ru/stan/vst028.html.
Оставив минимум рациональных скоростей, подач, разработчики расширили границы нарезаемых резьб. Для внушительных габаритов двигатель слабоват, желательно – 1 кВт. Сквозное отверстие шпинделя не позволяет резать шпильки свыше М12 из прутка, хотя ходовые метизы: М14, М16 – по силам ВСТ-028.
Учебные
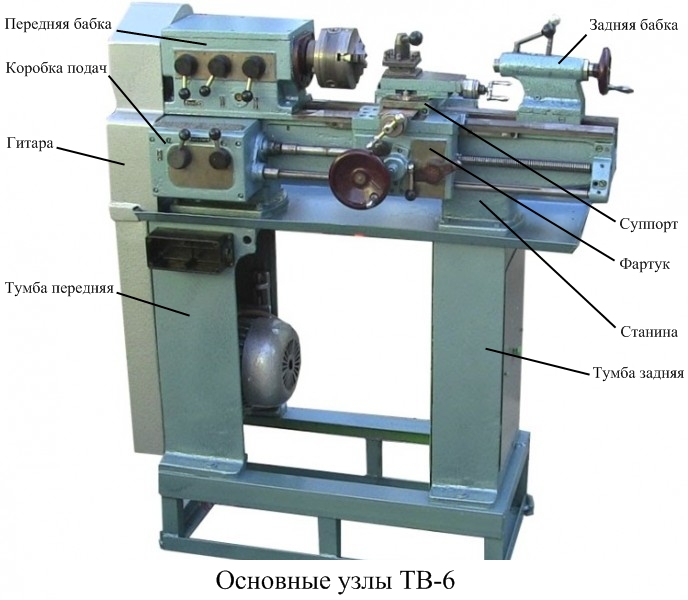
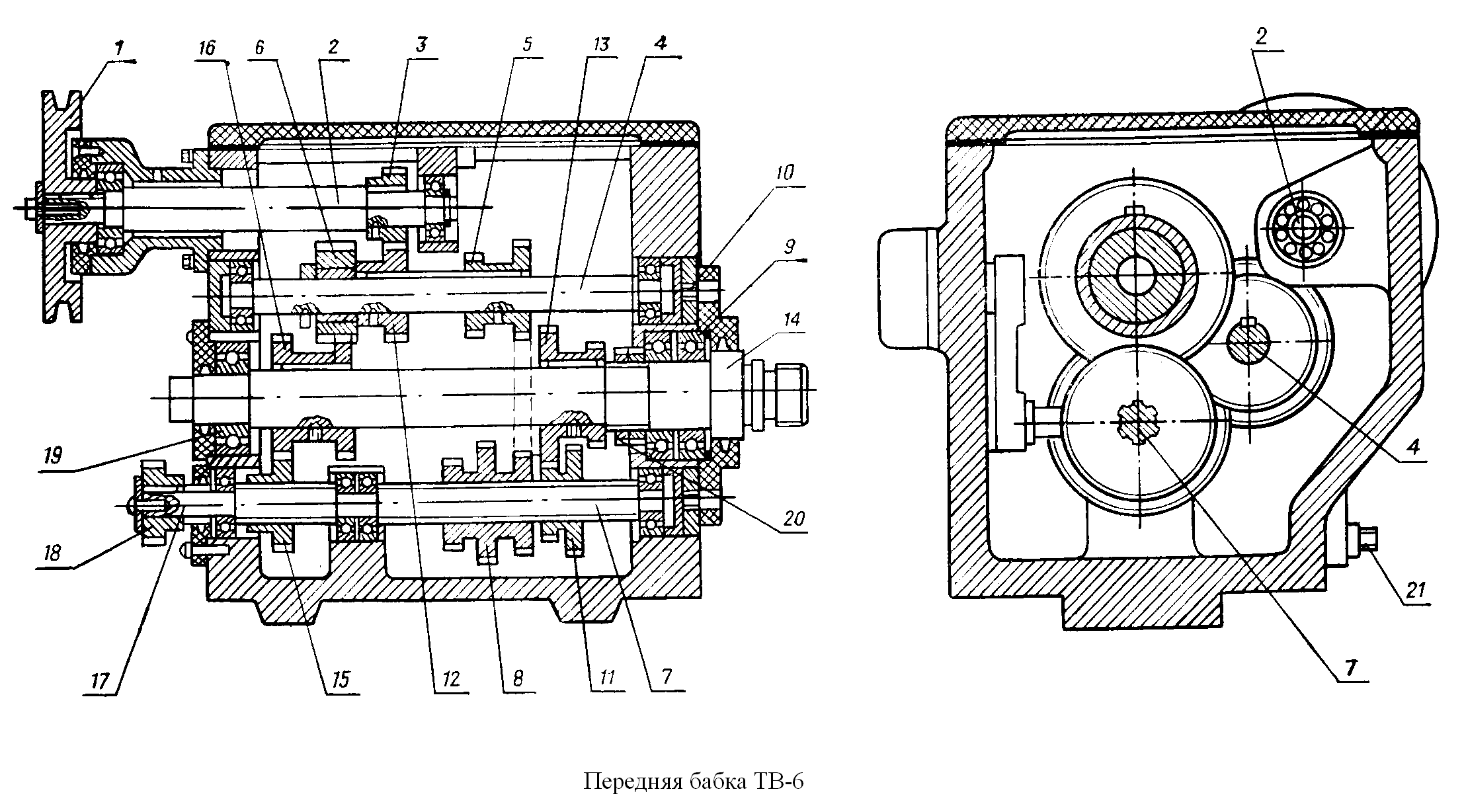
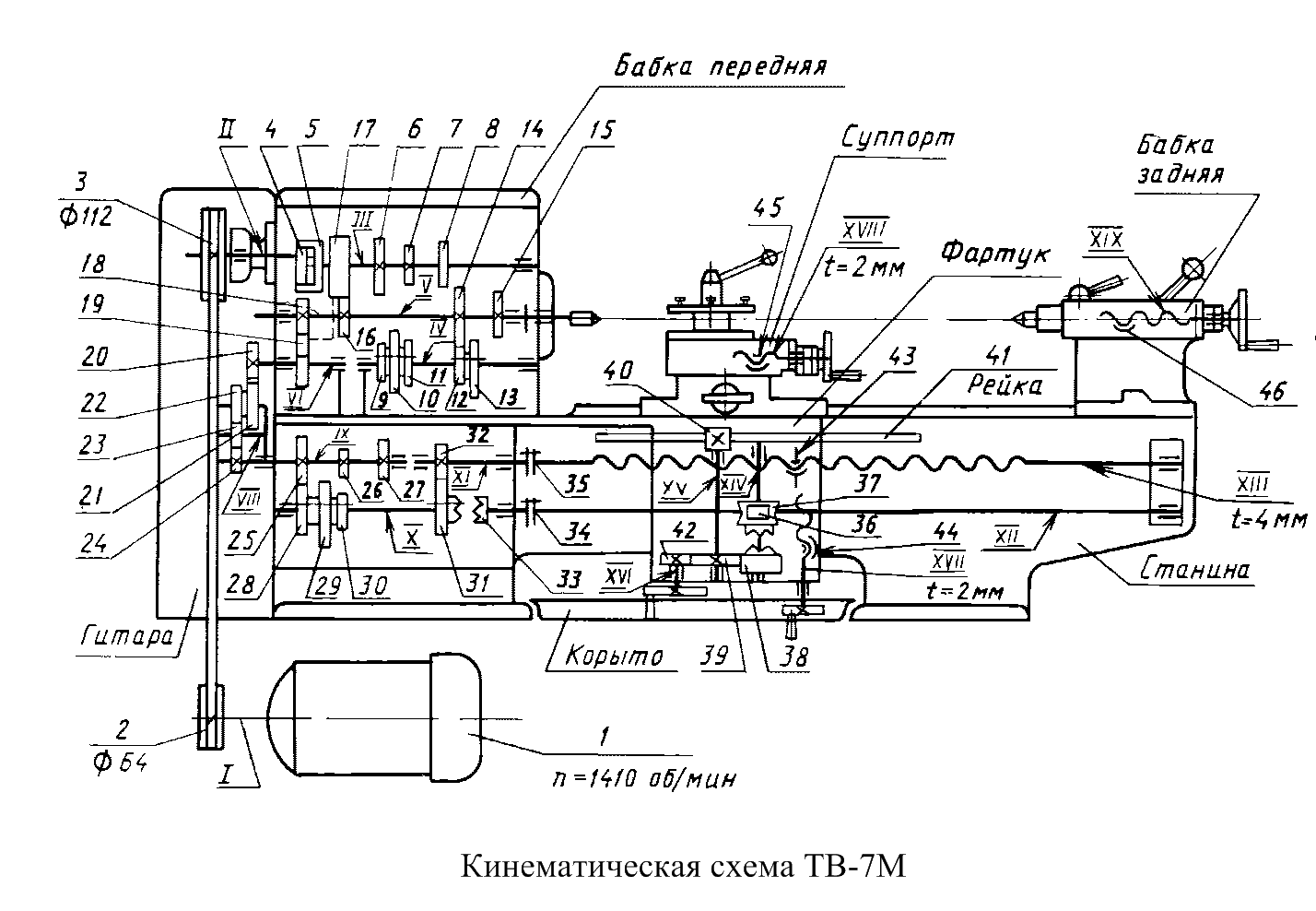
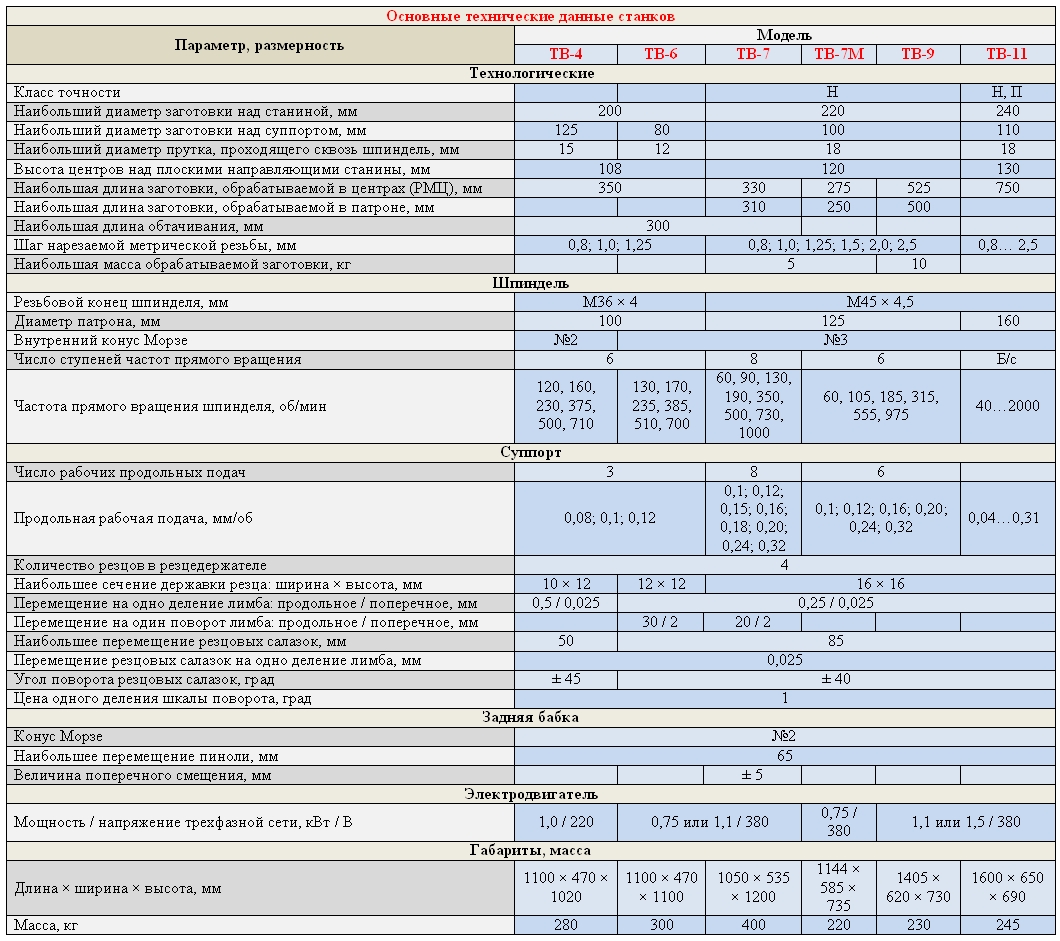
Под маркой ТВ известно несколько поколений учебного оборудования. «Дедушка» семейства – ТВШ родом из 50-х. Затем появились ТВШ-2, ТВШ-3 (ТВ-3); в 70-е на службу заступил ТВ-4, поcле модернизации получивший цифру 6 в шифре. Начиная с седьмой версии существенно переработана кинематика. Современные модификации: ТВ-7М, 9, 11.
Первоначально литера «Ш» обозначала – «школьный». ТВШ задумывался как учебный для школ. Технологические возможности, начиная с ТВ-7, позволяют использовать в различных мастерских, где станочная мехобработка не является основной.
Относительно небольшие габариты, мощность – объясняют интерес со стороны частников. Семейство ТВ находится на границе «домашнего» и промышленного. Представитель умещается в гараже средней площади вместе с машиной.
ТВ-3 – ТВ-6 имеют коробку скоростей c подвижными двухвенцовым и трехвенцовым блоками, дающими 6 частот вращения шпинделя. Изменение направления вращения ходового винта и вала обеспечивает трензель. Передаточное отношение гитары постоянное – 1/4, сменных колес нет.
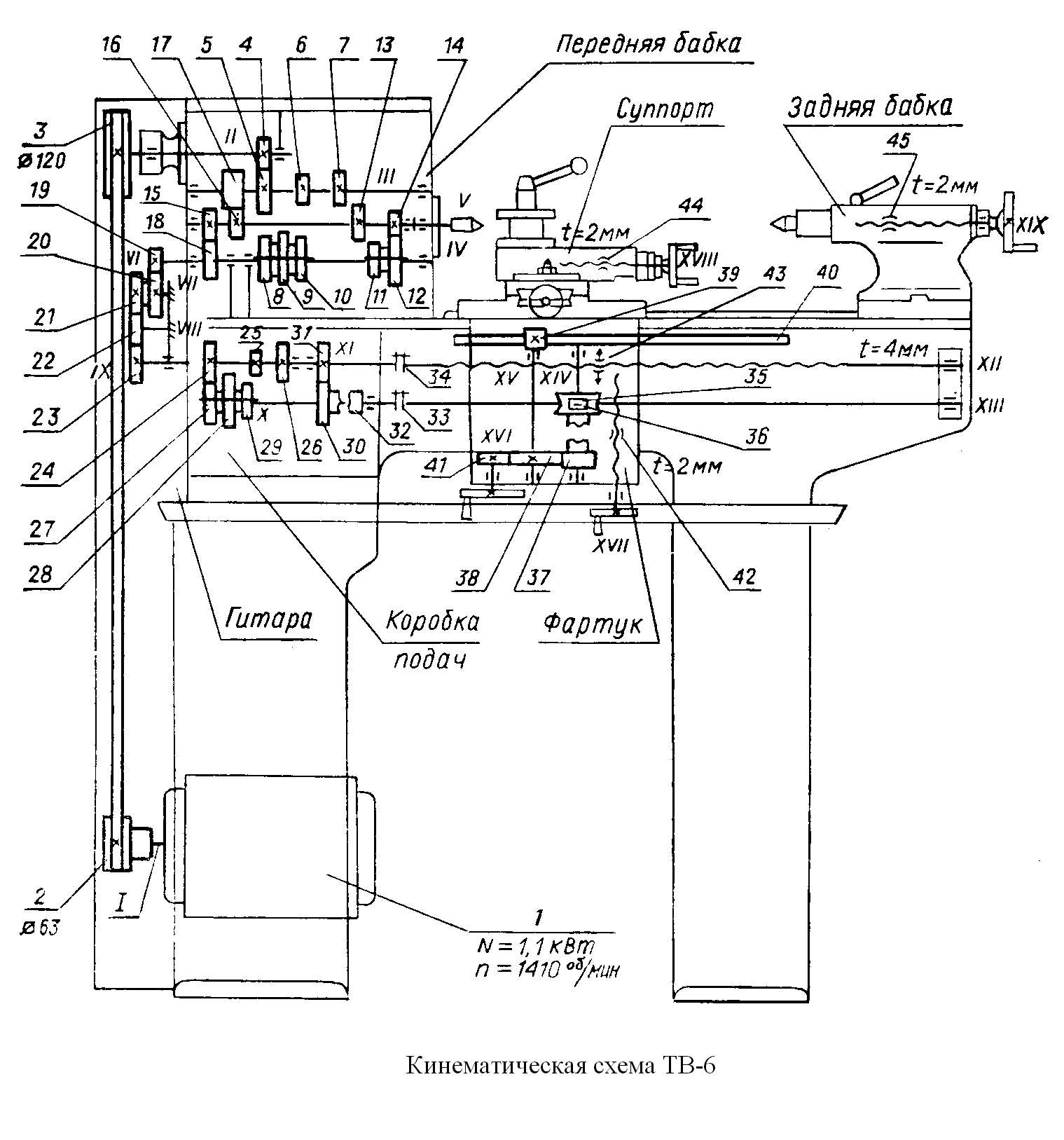
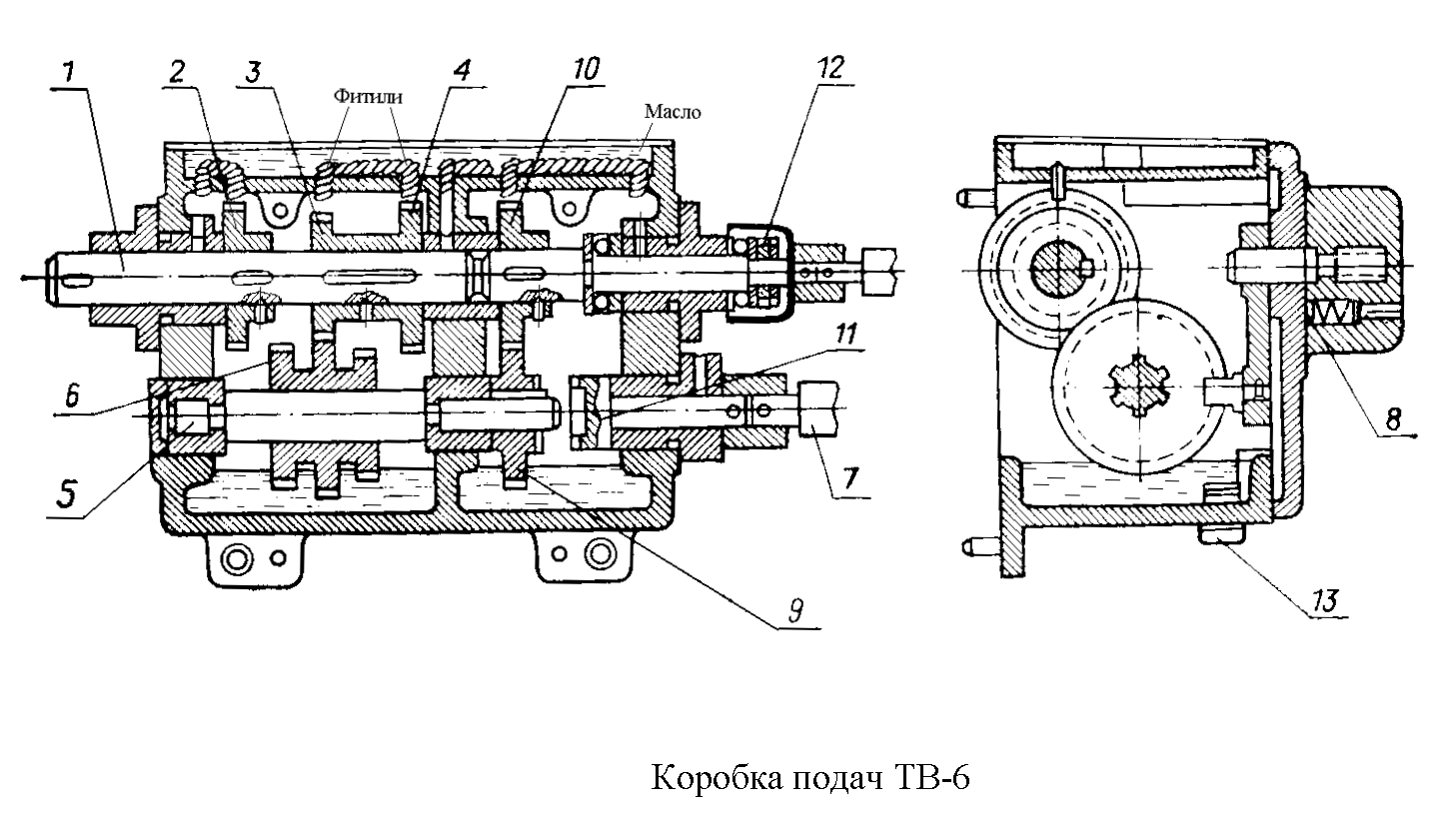
В коробке подач находится тройная блок-шестерня, три положения которой соответствуют продольной подаче: 0,08; 0,1; 0,12 мм/об или шагу резьбы 0,8; 1; 1,25 мм. Подвижная шестерня с торцовыми зубьями замыкает цепь ходового винта или вала.
Отличия ТВ-6 от предшественников:
- Ряд частот сдвинут на 10 об/мин.
- Ход резцовых салазок увеличен с 50 до 85 мм.
- Конус отверстия шпинделя – Морзе №3 (был №2).
Погрешности базовых элементов, подшипники класса 0 в шпиндельных опорах – обуславливают посредственные показатели точности.
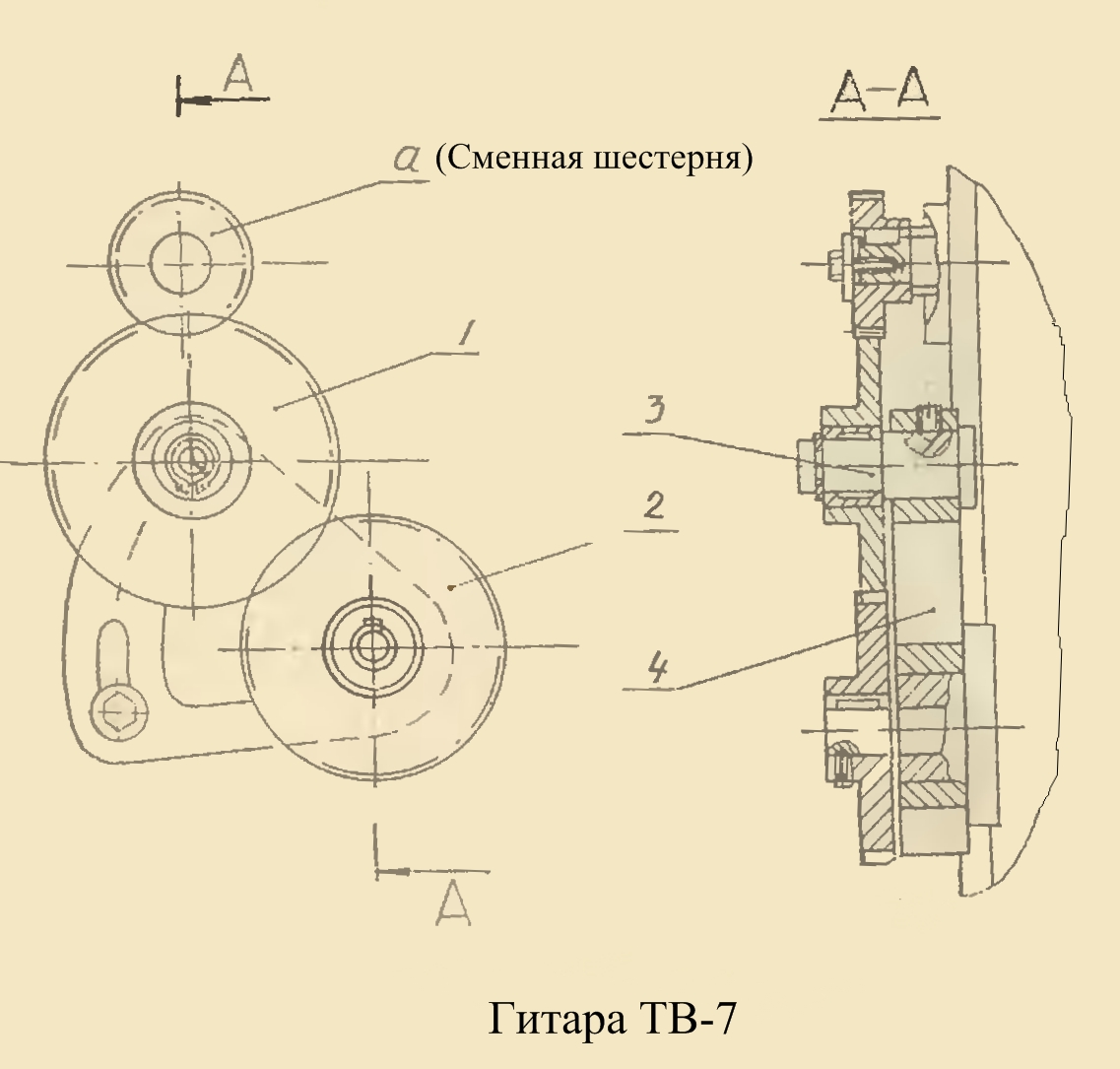
В сравнении с шестеркой, ТВ-7 кардинально переработали. Появилась понижающая двухскоростная коробка, связанная с мотором через четырехступенчатую клиноременную передачу. Удешевление конструкции путем отказа от механической коробки стало шагом назад, не смотря на расширенный до 8 ступеней диапазон скоростей.
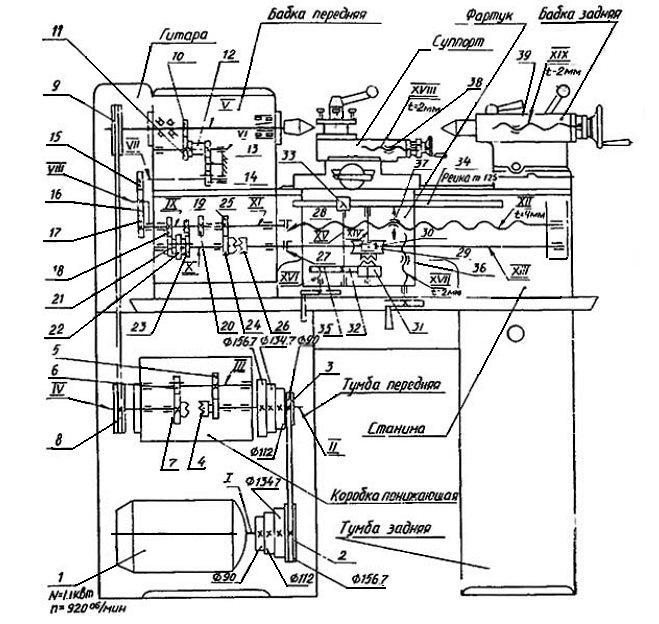
Введение сменной шестерни в гитаре (z = 32, 48, 64) увеличило число подач до 6. Стало возможным нарезать резьбы шагом: 1,5; 2,0; 2,5 мм.

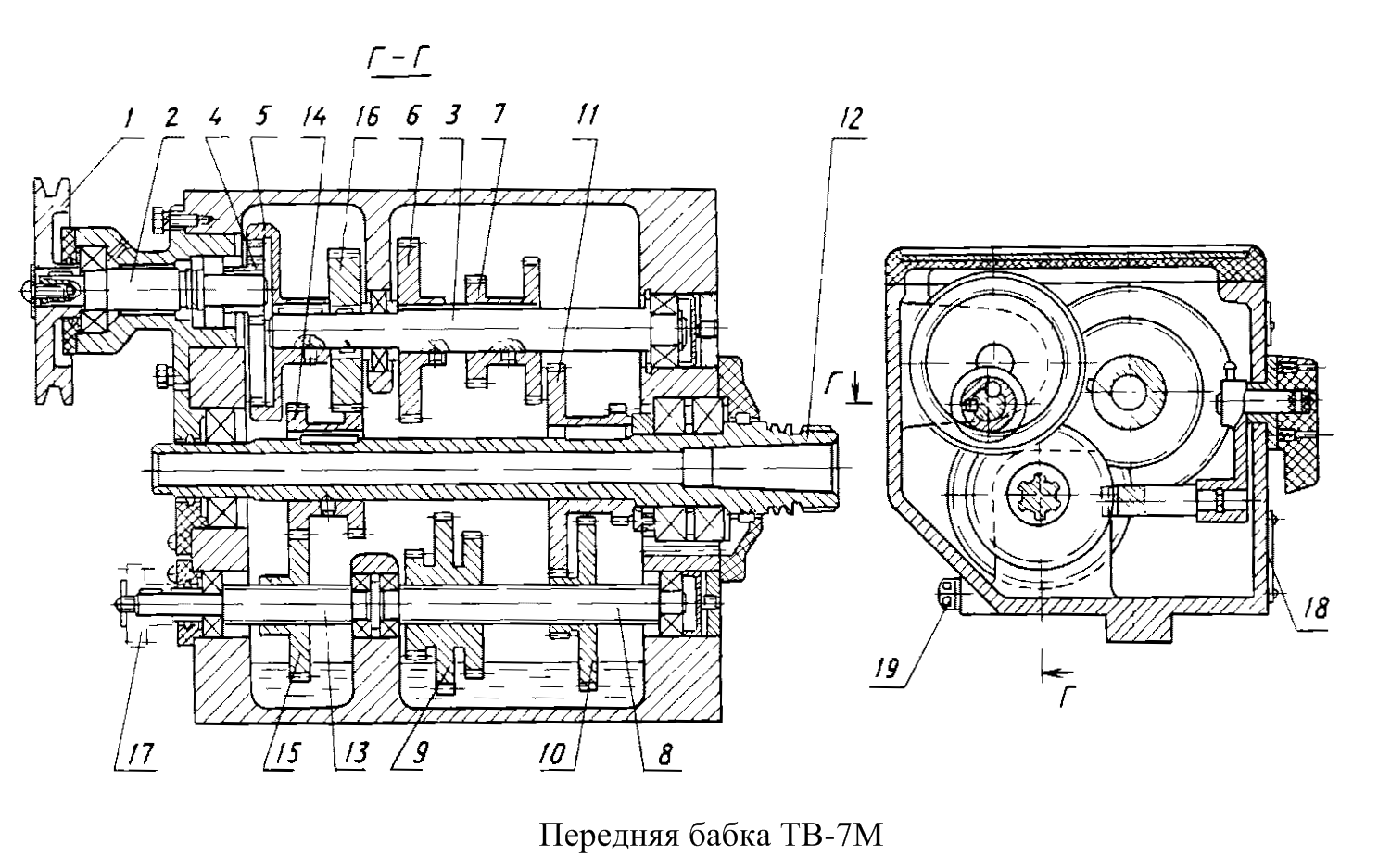
Сечение державки резца увеличено до 16 × 16 мм. Цена деления лимба продольного перемещения уменьшена до 0,25 мм. Диаметр отверстия шпинделя увеличили до 18 мм. В качестве опор последнего приняты подшипники 5 класса. В передней опоре взамен двух шариковых радиально-упорных (46207) установлен двухрядный роликовый с коническим отверстием внутреннего кольца (3182110). Присоединительная резьба 45 × 4 соответсвует стандартному патрону диаметром 125 мм (ТВ-6: 36 × 4, ∅100).
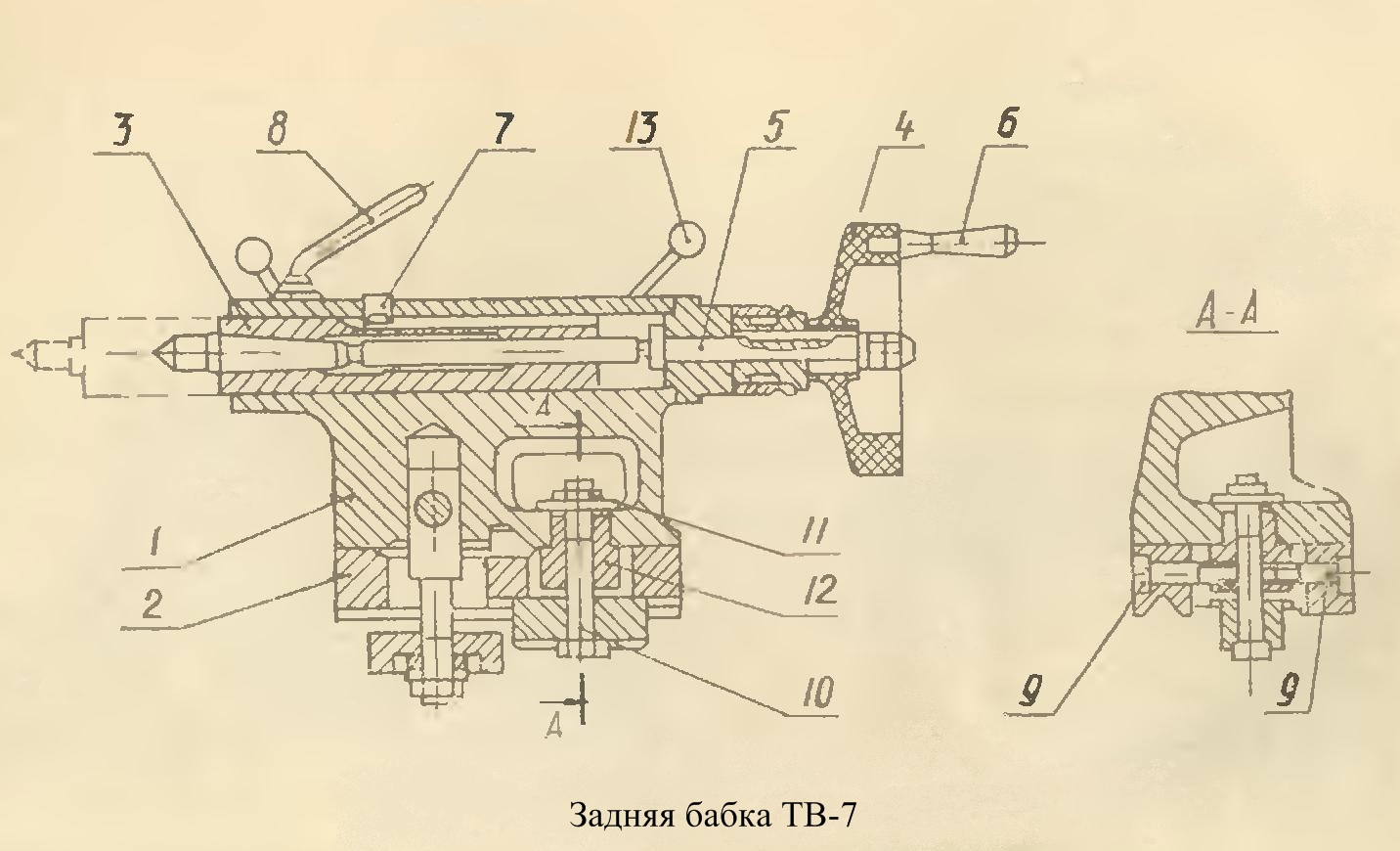
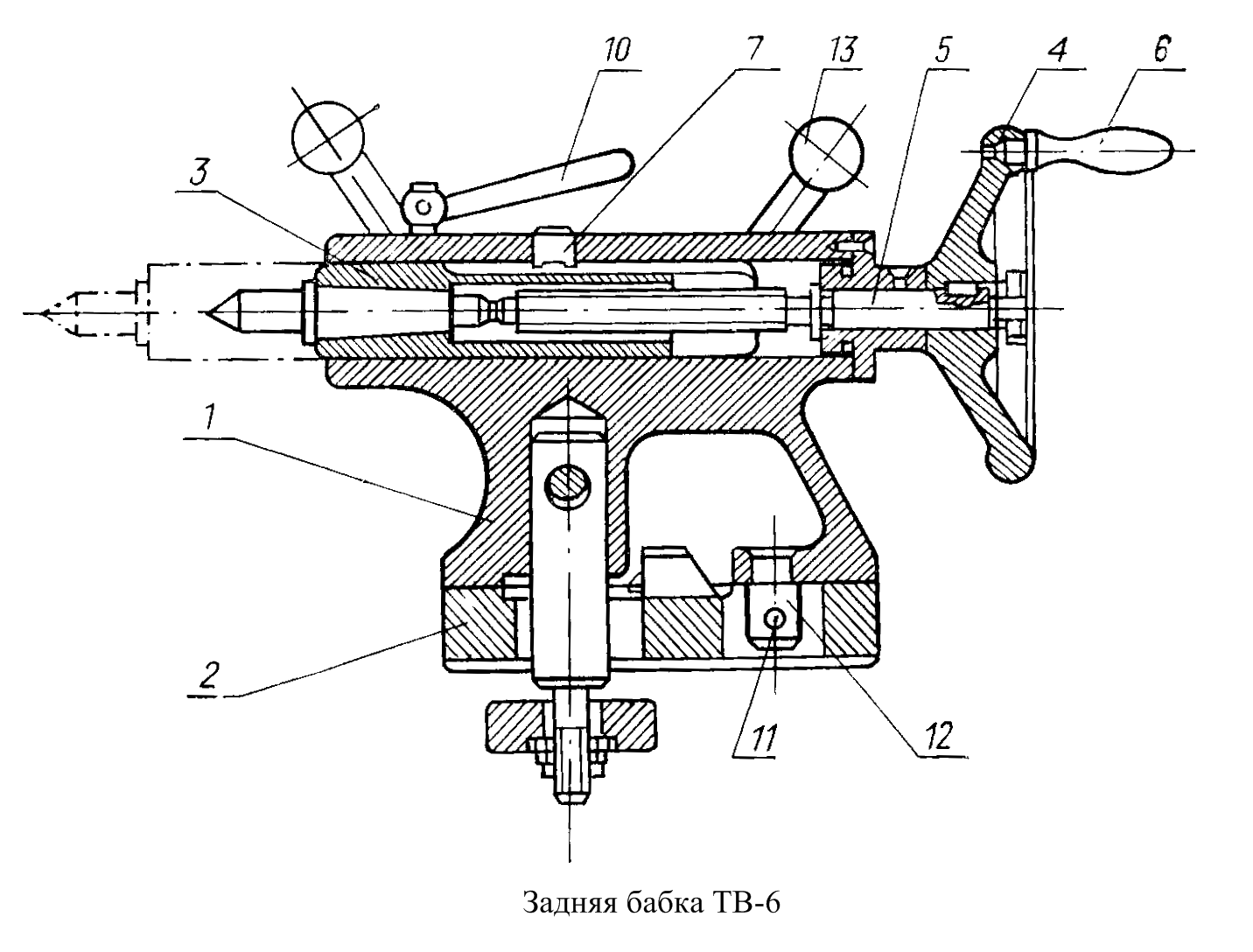
Смещаемая часть корпуса задней бабки дополнительно притягивается к подошве болтом. Не взаимозаменяемая с задними бабками ТВ-4, ТВ-6, которые идентичны. Различия видны на рисунках ниже.
Паспортный межремонтный цикл – 7 лет при двухсменном графике. ТВ-7 – ремонтопригоден в гаражных условиях, обладает модернизационным потенциалом. Умельцы дорабатывают семерку:
- Устанавливают частотник:
- Устраивают механическую поперечную и ускоренную продольную:
- Пересчитывают гитару, заказывают новые колеса для нарезания трубных (дюймовых) резьб.
ЗАО «КомТех-Плюс» (Ростовский завод малогабаритного станочного оборудования, ранее – Ростовский завод учебного оборудования №1) предлагает улучшенную модификацию ТВ-7М. Станку вернули надежную шестискоростную коробку.
РМЦ удлиненной модификации ТВ-9 довели до 525 мм. Некоторое время выпускалась версия ТВ-11 под 160 патрон. Оснащалась частотным преобразователем «Mitsubishi» или «Vesper» для бесступенчатого изменения оборотов шпинделя от 40 до 2000.
Технические данные семейства ТВ сведены в таблицу:
Учебное оборудование от «КомТех-Плюс»: http://komtech-stanki.ru/uchebstanki/.
Узкий специалист
Cоветское станкостроение выпускало разнообразное специализированное оборудование. Кое-какое получает вторую жизнь у любителей. Так произошло с чистопольским Р105, предназначенным для проточки коллекторов и фрезерования пазов между ламелями.
Высота центров – 70 мм. Протяженная литая за одно с бабкой станина рассчитана на установку якорей длиной до 500 мм, снабжена направляющими типа «ласточкин хвост». Передвижение суппорта ручное: продольное – по рейке, поперечное – по винту с ценой деления лимба 0,05 мм.
Асинхронный трехфазный мотор (400 Вт) через клиноременную передачу с двухручьевыми шкивами сообщает вращение шпинделю: 1400 или 2000 мин-1. Фрезерная головка с отдельным двигателем (80 Вт, 2760 мин-1) крепится на кронштейне к задней стенке суппорта.
Весит Р105 немало – 110 кг, основной вклад вносит станина. Мощное основание, cолидные конуса шпинделя (МК4), пиноли (МК2) делают заманчивой модернизацию. Напрашивается замена электропривода на регулируемый, установка нового резцедержателя. Объем переделок зависит от наличных ресурсов и практических целей.
Неказисто внешне, но идея стоящая:
Заводчане
Станок класса 16К20 подходит для решения наиболее вероятных задач по ремонту, мелкосерийному изготовлению деталей всевозможных агрегатов. Проблем несколько:
- Габариты: 3200 × 1200 × 1500 мм.
- Мощность: 11 (7,5) кВт.
- Стоимость: образцы после капремонта с минимальным комплектом оснастки тянут на 0,5 млн.руб.
Подобное оборудование окупается при постоянных заказах, требующих токарной обработки. Оправдывает вложения в частных мастерских, выполняющих мехобработку всех видов.
Следующий типоразмер представляет 16Б16. Проверенная временем модель с автоматической коробкой скоростей на электромагнитных муфтах. Различные модификации рассчитаны на заготовки диаметром до 180, длиной до: 500, 750, 1000 мм. Мощность главного привода: 4 – 7 кВт.
Благодаря компактности, умеренной мощности (до 3 кВт), хорошей точности весьма популярна среди хоббийщиков продукция «Ижмаша»: ИЖ-250, 1И611П, ИТП-250. Ижевские станки классов П, В, ориентированные на приборостроительное, инструментальное производство, оптимальны для мелких точных работ.
Конструктивные особенности требуют внимания при обслуживании. К примеру, шпиндель ИЖ-250 установлен на разрезных регулируемых подшипниках скольжения, замененных у следующих поколений на ролико и шарикоподшипники 4, 2 классов. 1И611П, ИТП-250 – оснащены преселективными механизмами выбора оборотов; верньерами точного отсчета поперечных перемещений (0,02 мм).
Использовать «ижы» для обдирки – не допускается, разрешаются только получистовые, чистовые операции. В противном случае неминуема потеря точности, поломки узлов.
Проще и неприхотливей Ивановские ИТ-1М, предназначенные для передвижных мастерских. Несмотря на облегченную станину, двигатель всего в 3000 Вт, ИТ-1М допускает обработку деталей:
- Максимальным диаметром над станиной / суппортом – 400 / 225 мм.
- Наибольшей длиной, в зависимости от исполнения – 1000, 1400 мм.
- Предельный диаметр прутка, проходящего через шпиндель – 36 мм.

В 1961 году Одесское СКБ-3 окончило разработку модели 1П611. Станок выпускался Одесским опытно-механическим и Средневолжским станкостроительным заводами.
Инструментальная направленность определила долголетие. После переоснащения на новую технику 1П611 получил распространение среди любителей. Функциональный, но маломощный (1500 Вт), легкий (500 кг) 1П611 – идеальная машина для своего дома.
Небольшие токарно-винторезные 1604 (Одесса), ТВ-125 (Савелово) – схожи по мощности, габаритам с учебными ростовскими. Однако по возможностям на голову их превосходят.
Для черновой обработки поковок, литья, наплавленного слоя подбирают более жесткое, мощное оборудование нормальной точности. Серийные токарные работы по 6, 7 квалитетам выполняют на станках классов П, В.
Бывают в продаже прецизионные модели на гидростатических подшипниках, например: 16Б05А, 16М05А. Машины особо высокой точности, потому требуют соответствующих задач, микроклимата, ухода.
Зарубежные
Атака клонов
Анализируя предложения на рынке домашнего оборудования, покупатель обнаружит нестыковку: товары в продаже давно, сведения о компаниях, владеющих брендами – отсутствуют. Бросается в глаза внешнее сходство десятков марок. Завсегдатаи профильных форумов опускают меняющиеся названия, говоря: » тип NNN × NNN». Каждому, кто в теме, ясно – разговор о продукции из КНР.
Wintech – наглядное доказательство сказанного. К слову, у соседей присутсвует: https://www.wintechshop.com.ua/ , не вносящий ясности. Безусловно, родина Wintech – КНР. Предполагают, что это копии довольно популярных в России Корветов. Утверждение не безоснавательно: из одних цехов могут выходить «братья-близнецы» для ряда заказчиков. На торговых интернет-площадках появились визуально неотличимые «no name» образцы, лишь именованные разными номерами.
Сравнив Wintech WSM-300E и Proma SM-300E, не увидите разницы. Не обнаруживается ее и в «содержании». Главное, наклейки с логотипом разные. Также заметно родство с JET BD-6.

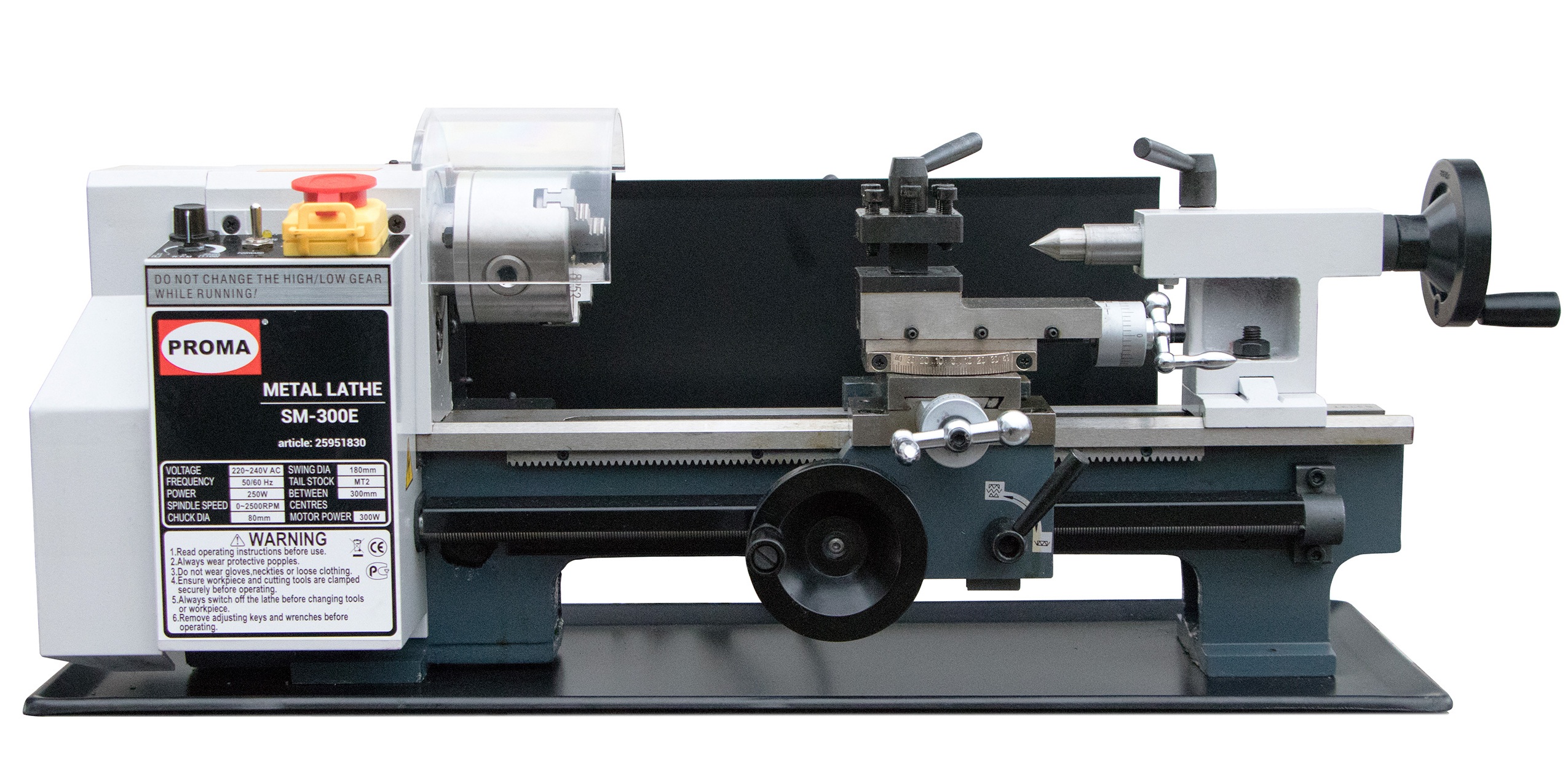

Копирование имет свой плюс: взаимозаменяемость принадлежностей, многих запчастей. Не обольщайтесь на счет более именитых китайцев. Как правило, клиент переплачивает за раскрученное имя, а не за важные отличия.
Нельзя считать «ноу-хау» поднятие оси центров дабы поставить большый, чем у других, патрон. Без обоснованного увеличения опор шпинделя, ширины станины, площади контакта направляющих, «усовершенствование» принесет вред.
Иные заметные без «вскрытия» различия:
- Расположение кнопок, рукояток управления влияет на эргономику.
- Наличие переключаемых передач выдают удлиненные рукояти со шкалами значений. Весят подобные версии не меньше центнера.

- Цена деления лимбов. У профессиональных: чем меньше, тем точнее.
- Угол поворота резцовых салазок.
- Тип резцедержателя. Четырехпозиционная классика проигрывает по удобству, времени замены резца, ресурсу крепежа современным разновидностям.
- Вид резьбы ходового винта: трапецеидальная предпочтительней метрической.
- Телескопическая защита винта присутсвует у единиц.
- Обязательны масленки, подводящие смазку к парам трения.
- Цепочка головок винтов вдоль боковой длинной стороны любых салазок означает подмену клина планкой.
- Смещаемая ЗБ – практически стандарт, а быстрый зажим внедрен через одного. Самые жесткие толстостенные ЗБ с короткой консолью, максимальным диаметром пиноли.
- Не обманывайтесь следами шабрения, зачастую это декоративная видимость.
Открыв дверцу, ограждающую трансмиссию, гитару, узнаете серьезные нюансы начинки:
- Какие ременные передачи используются: клиновые, поликлиновые, зубчатоременные. Вторые, третьи передают больший крутящий момент.
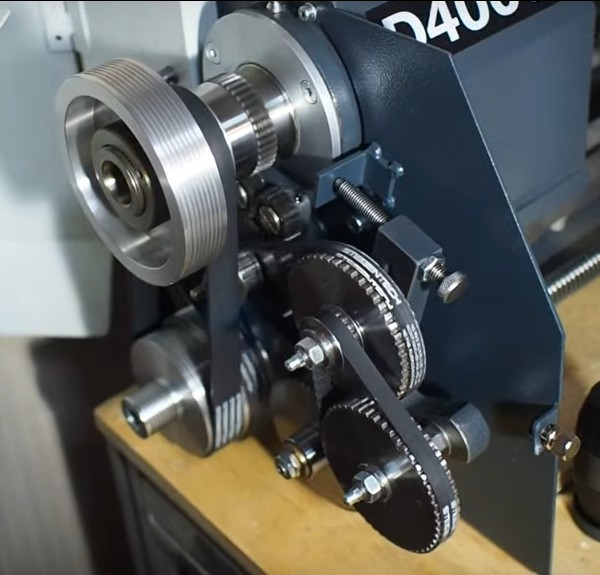
- Из какого материала изготовлены: шкивы (стандартно – алюминий), шестерни (сталь или пластмасса).
Венцы из дешевого пластика интенсивно истираются, иногда ломаются. Излом происходит от перегрузки, когда передача собрана с нарушением боковых зазоров, есть перекосы, люфты, колеса сопрягаются не по всей ширине зуба. Капрон, нейлон успешно используются при соблюдении сборочных требований, смазке. Черный цвет металла вовсе не означает воронение или закалку в масле, часто это краска, а венцы сырые.
- Изъяны: несовпадение плоскостей симметрии канавок (или венцов) связанных шкивов; частичный контакт зубьев по ширине; отклонения от параллельности концов валов; осевые, радиальные люфты компонентов, выявляемые при нажатии, покачивании рукой.
Оценивая жесткость станин клонов, сравнивают профиль и опорную площадь направляющих, расстояние между ними, сечение продольной балки, толщину стенок, размеры лап. Учитывают наличие окон, особенности поперечного оребрения. Объективные выводы получают из расчетов, испытаний, но угроза дрожания инструмента из-за упругих деформаций облегченного каркаса реальная.
Менеджеры врядли разрешат проверять надфилем твердость якобы индукционно закаленных направляющих, ограничимся осмотром изнанки литья. Внутренние стенки балки, подошва бабки и ножек – покажут пористость структуры. В завершении попросите провести инструментальную проверку претендентов согласно паспорта.
Контроль твердости ультразвуковым прибором:
Согласно некоторым статьям, техника: Metal Master, Технореал, Optimum, Instanko – производится на заводах Weiss Machinery CO., LTD в Нанкинской зоне развития новой и высокой технологии. Тогда как, продукты: JET, Proma, Корвет, Кратон – собирают на фабриках Shanghai SIEG Machinery Co., Ltd.
По мнению авторов обзоров происхождение объясняет «фамильное» сходство и общий уровень. Клоны от Weiss Machinery относятся к среднему ценовому сегменту, исключая Optimum, обосновавшийся в элите. Детища SIEG занимают нижнюю ценовую нишу, кроме JET, прописавшегося в середнячках. Повышение рейтингов оптимума, джета объясняют умелым маркетингом.
Под аналогичные подозрение попала родословная дорогостоящих Wabeco. Поэтому авторы отдают предпочтение машинам среднего класса. Решение советуют принимать, почитав обсуждения копий на форумах, проанализировав конструктивные особенности конкретной марки.
Не оспаривая суть подхода, уточним: OPTIMUM Maschinen располагает заводом в Янчжоу, концерн, в составе которого JET, также владеет собственными мощностями. Сомнительно, что годовая программа SIEG (35000 шт.) покрывает потребности перечисленных заказчиков.
Стоит присмотреться к продукции материнских компаний: Weiss Machinery (http://www.cccme.org.cn/shop/cccme14266/product.aspx), SIEG (http://www.siegind.com/). Обе представляют богатый ассортимент техники под собственным логотипом.
Тяжелая машина WM250G оборудована многоступенчатой шестеренной трансмиссией (http://ru.weissmachinery.com/bench-lathe/57290812.html.) Диапазон резьбонарезания шире, чем у наших ТВ.
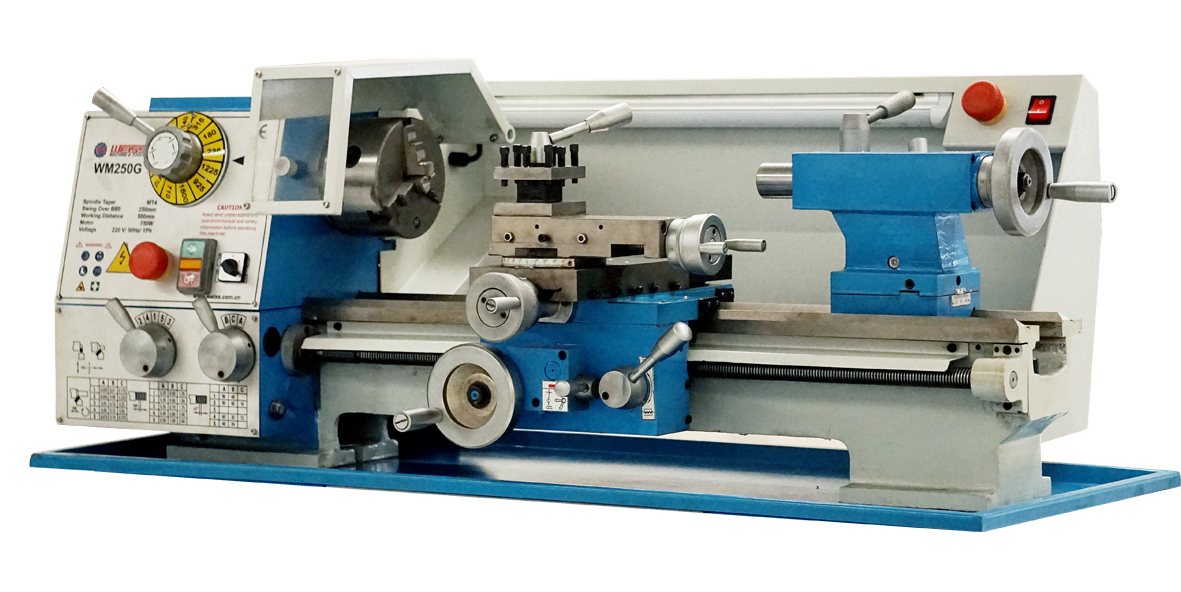
WM250V полегче, режет правые, левые резьбы: 0,4 – 3,5 мм; 8 – 56 TPI. Максимальный диаметр обработки над станиной / суппортом: 250 / 145 мм. Плавная настройка оборотов двигателя постоянного тока (750 Вт) осуществляется через управляющую плату. Изготавляют три конфигурации по МРЦ: 400, 550, 750 мм, соответственно масса колеблется от 110 до 140 кг.

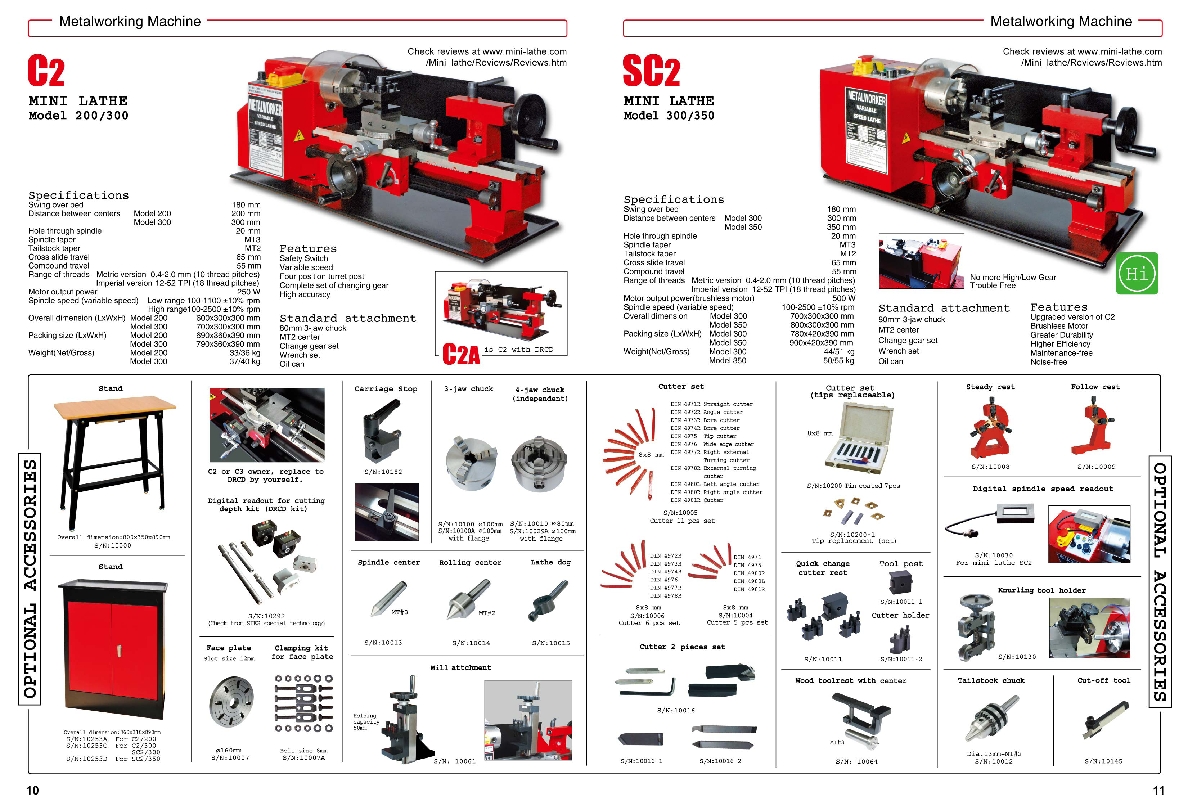
SIEG не забывает о мелких станочках: baby, micro, mini, bench – градация, включающая типоразмеры: 0; 1; 2, 3; 4. Начиная с micro, токарные служат основой мультифункциональных машин.

В категории mini доступны вариации С2, SC2: model 200, 300, 350 c соответствующим номеру МРЦ. Моторы 250, 500 Вт, масса от 33 до 50 кг. Выдающихся достижений не ждите, получите настольную вещь за адекватные деньги с известной подноготоной.
Хитрости маскировки
Зная о существующем недоверии к недорогой китайской технике, производители нашли уловку. Зашифровав марки по классификации ЭНИМС, разработчики, формально ничего не нарушив, добились цели. При беглом знакомстве возникает мысль об отечественном происхождении машины.
Свою лепту вносят менеджеры. К примеру, бренд «Витязь» называется российским. То ли по незнанию, то ли с умыслом, на одном из ресурсов используется логотип Витебского ОАО «Витязь», что запутывает еще сильнее. Сравните: https://stankoinkom.ru/vityaz/ и http://www.vityas.com/. Некоторые пошли дальше:
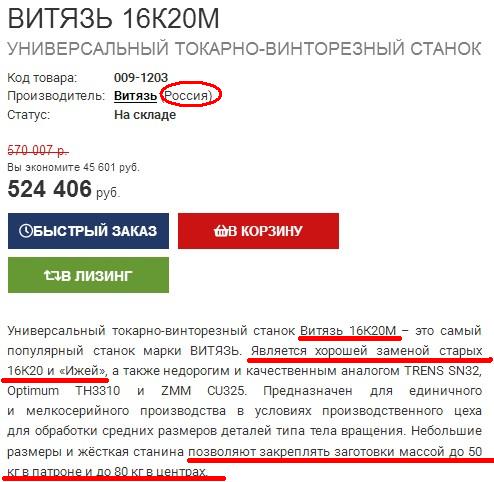
Утверждение об «Ижах» – спорное, но сравнивать мощный промышленный 16К20 с полупрофессиональным полуторакиловаттным образцом – глупо. Вызывают сомнения заявленные массы заготовок, закрепить их можно, но на каких режимах будет происходить обработка? Мало поднять, разнести центра, без жесткой станины (Витязь 16К20М смонтирован на сварных тумбах), мощного привода высокопроизводительно резание – неосуществимо.
Другой случай иллюстрирует марка: Калибр СТМК-150. Подкупает созвучность со знаменитым, недавно погибшим, Московским «Калибром». Бренд действительно российский, но лишь в плане зарегистрированного названия и торговой фирмы. Правда, информация о китайском происхождении доступна.
Приведенные ситуации порождают вопросы:
- Если за технику не стыдно, и не придется краснеть, зачем скрывать реальное происхождение?
- Если бренд отечественный, почему не указать адрес мощностей? Почему не приложить фото, видео из цехов, освещающие технологический цикл?
- Когда в России конструируют продукцию, размещая заказы на стороне, строго контролируя исполнение, почему не ознакомить клиентов с работой КБ, ОТК? Видимо «разработка» сводится к пересылке реальному изготовителю спецификаций с основными параметрами или выбору товаров из его каталогов с заменой логотипа.
Витязь
Нелестное вступление касается маркетинга. Объективно, бренд уверено держится среди китайско-тайваньских аналогов. Линейка малогабаритных Витязей содержит настольные, напольные образцы мощностью от 450 (1Н614В) до 1500 Вт (16К20М). Диапазон высоты центров: 70,5 – 165 мм, соответственно.

Последняя литера «В» маркировки обозначает бесступенчатое электронное регулирование скорости. К примеру, у 1Н618В обороты регулируются от 150 до 2000 мин-1. Марки 1Н62, 1Н625, 1Н628 – по технологическим параметрам не уступают нашим ТВ6 – ТВ11, но имеют расширенный диапазон нарезаемых резьб, включая дюймовые. По ценнику конкурентные новым ТВ-7М, ТВ-9. Ориентировочно, 1Н62 продают за 125 тыс., 1Н625 – за 165 тыс., 1Н628 – обойдется в 215 тыс. руб.

Существенные особенности 1Н62, 1Н625, 1Н628:
- Чугунная станина.
- Шлифованные закаленные направляющие твердостью HRC 42 – 52.
- Закаленный шпиндель с биением менее 0,01 мм.
- Шпиндельные подшипники с запасом по динамической грузоподъемности.
- Ходовой винт с трапецеидальной резьбой.
- Стальные шестерни.
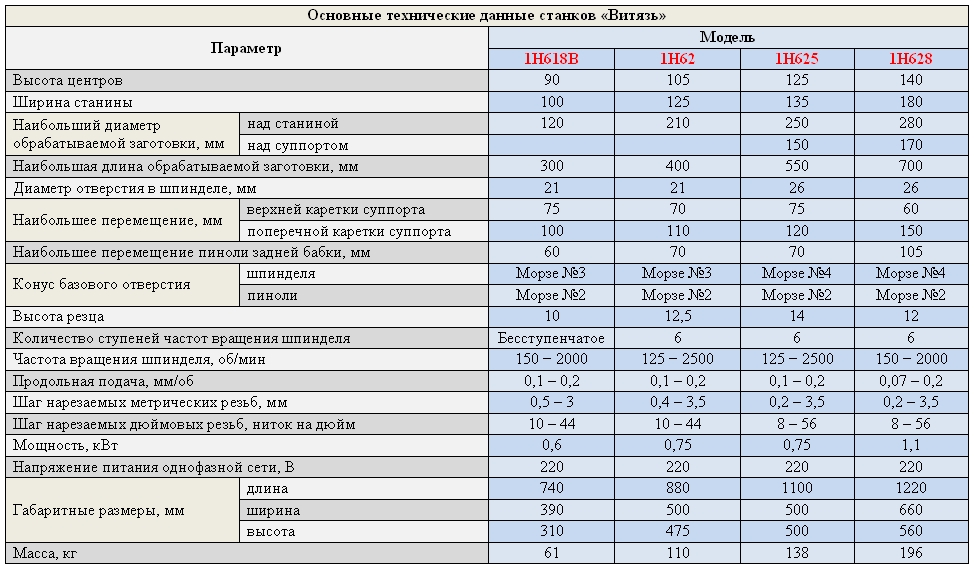
Эксплуатанты настроены доброжелательно: «Хороший станок за свои деньги». В пользу бренда говорит выпуск моделей крупных типоразмеров.
ТехноРеал
Торговая марка на слуху с середины 2000-х. «ТехноРеал» рассматривают в числе претендентов, располагая бюджетом в 70 – 90 тыс. (за новый). Московская компания не скрывает родину товара, при этом оказывает техническую поддержку клиенту.
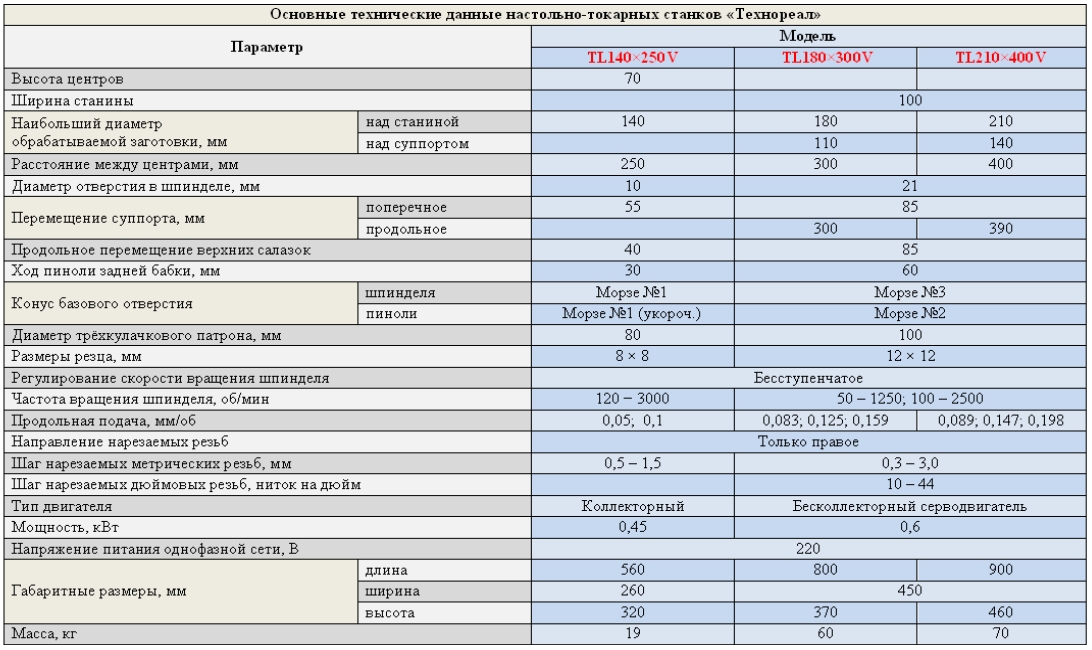
Если джетам, проме – не доверяете; переплачивать за проксон, оптимум – не охота; ознакомьтесь с характеристиками продуктов: TL140×250V, TL180×300V, TL210×400V.
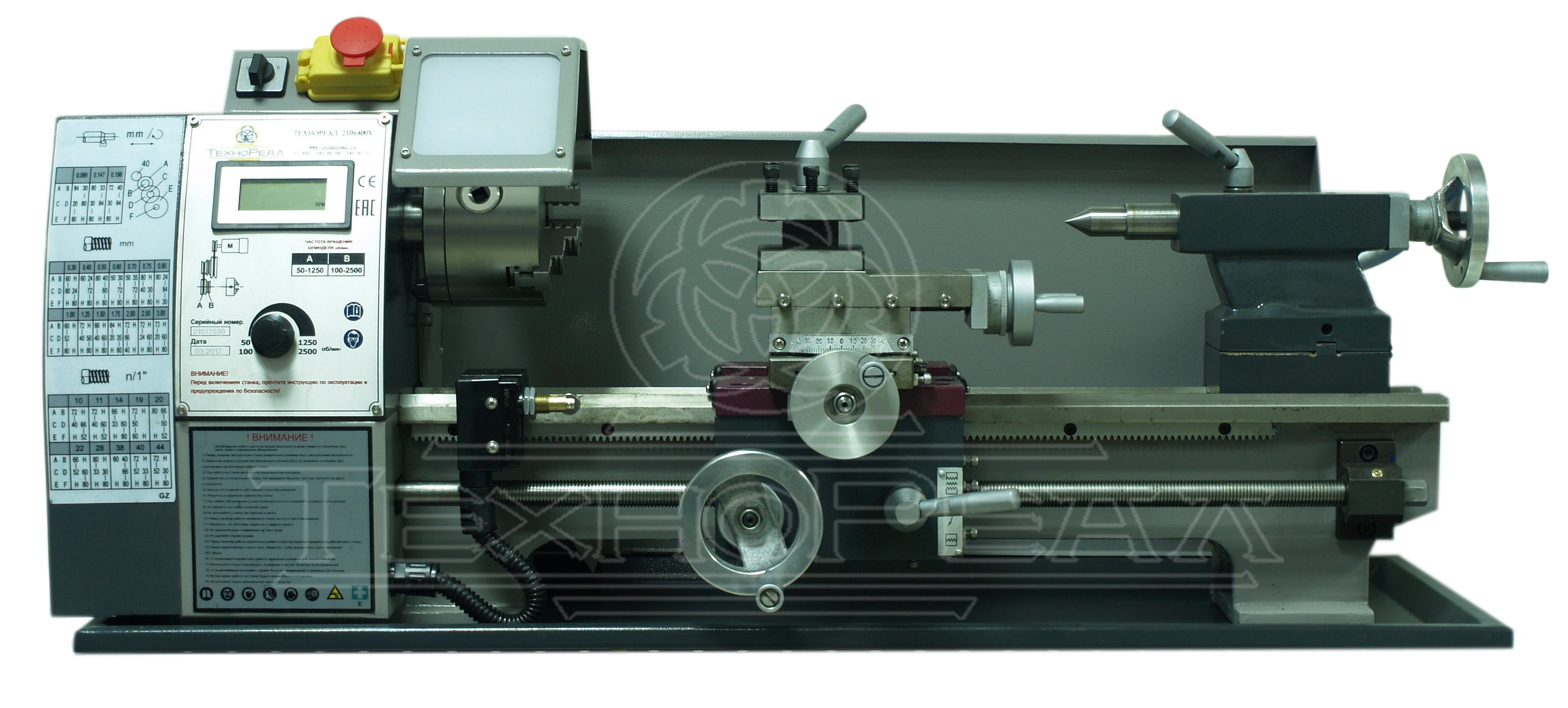


Обновленной серии TL присвоена буква D: D180×300V, D210×400V. Внедрены более надежная электроника управления двигателем, быстрозажимная задняя бабка.
Кому позволяют средства, может замахнуться на продвинутый вариант с механической коробкой скоростей и подач, УЦИ: TL6126×500. Максимальную мощь выдает движок на 380В.

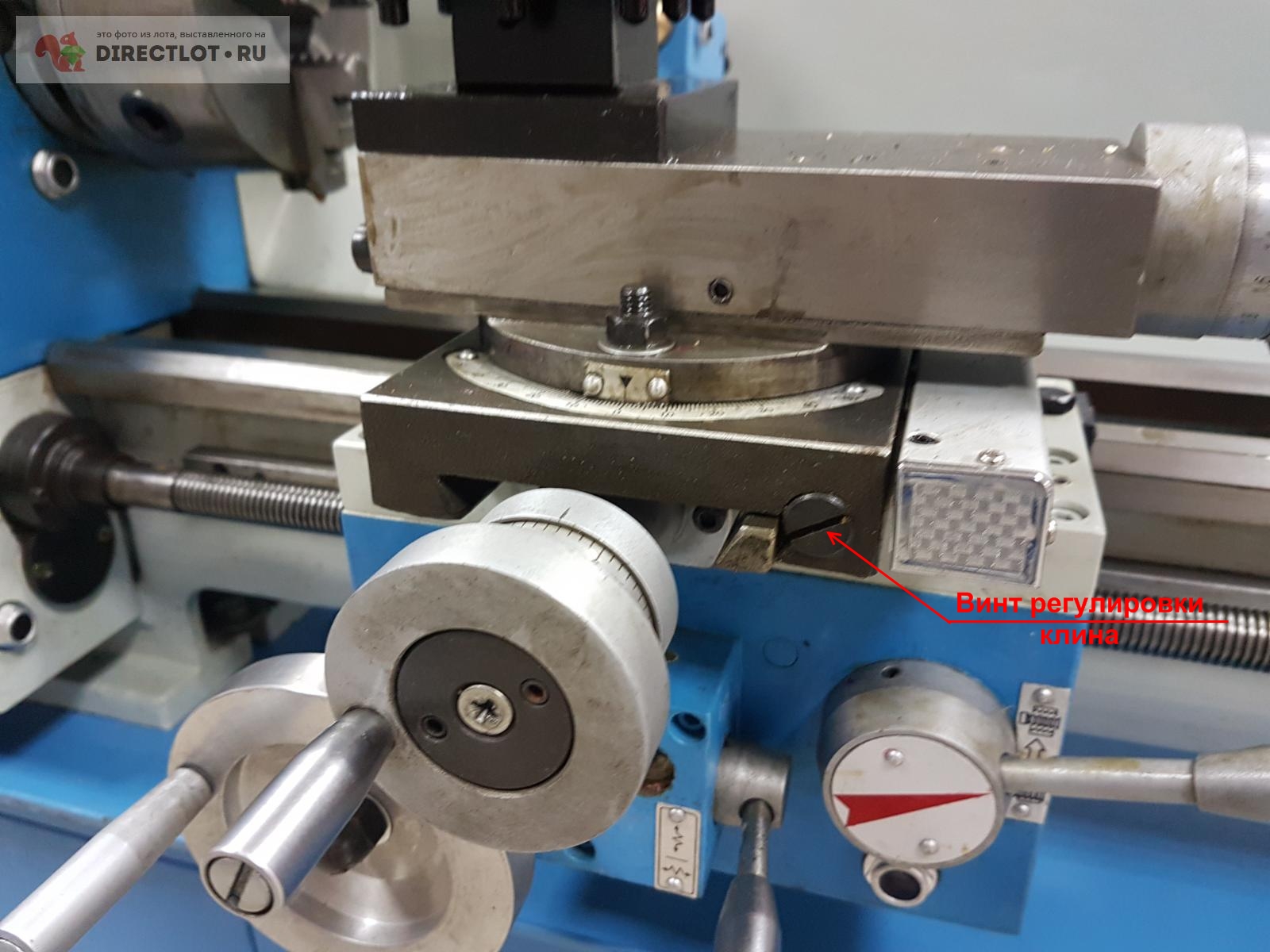
На TL6126 предусмотрена выборка зазоров между направляющими и салазками с помощью клиньев.

Каждая позиция на странице «ТехноРеал» снабжена пунктом «Комментарии», в котором сотрудники отвечают на вопросы: https://technoreal.ru/catalog/item/2263. Раздел меню «Покупателю» содержит ознакомительное видео, информацию о сервисном и гарантийном обслуживании.
Клиенты удовлетворены сроками ответов по рекламациям, оперативной заменой брака, в отличии от многих других брендов.
Аргументы в пользу ТехноРеал:
Новинка из КНР
Бурное наступление интернет-магазинов позволило армии мастеров заказывать оборудование из любой точки планеты. Алиэкспресс, Алибаба открывают потребителю новичков станкостроения КНР, среди которых Tengzhou Hoton Machinery Co или кратко Hoton: https://www.hotonmc.com/ru/about-us/
Заслуживают внимания: JY180, JY210V, JY250V, JY250VF, JY280V, JY280VF. Освоены небольшие комбинированные агрегаты: https://www.hotonmc.com/ru/bench-lathe/

Американец из Китая
Качество материалов, изготовления китайских станков улучшается c увеличением размеров, сложности, и наоборот. Дефектация узлов небольших «бюджетников», наводит на мысли о сарайной сборке из брака людьми с улицы.
По-видимому, так и бывает: в сети попадаются объявления о наборе сборщиков МС. Высококвалифицированные слесари-сборщики входят в элиту стакостроителей, приобретают опыт годами, потому набрать штат сложно.
Торговые фирмы экономят, заказывая дешевые низкосортные компоненты, не гнушаясь отбраковкой. Полученные станкокомплекты собираются на складах диллеров.
К сожалению, даже крупнейшие концерны, такие как WALTER MEIER AG, в который входит америанская JET, не гарантируют должного контроля продукции в азиатских филиалах.
Сказанное подтверждает дискуссия: https://www.chipmaker.ru/topic/76304/?tab=comments#comment-1118920.
Оппоненты заявят, что ситуация изменилась, но практика показывает – появляются новые бренды, а вопросы остаются. Справедливости ради: уровень отвечает стоимости, впрочем последняя зависит от аппетитов посредников.
JET – насколько популярна, настолько критикуема среди хоббийщиков. Доступность, компактность, малошумность, электронное регулирование скорости, наличие версий с ЧПУ – привлекают сторонников.
Пористое литье, «сырые» направляющие, пластиковые передачи, люфты, недопустимые отклоненния формы и расположения базовых поверхностей – типичные болезни небольших джетов. Бытует мнение, что более-менее стоящие модели начинаются с восьмой, девятой серии.
Если, вы, живете в многоквартирном доме, соседи нетерпимые к шуму, свободной площади мизер, то JET – обоснованный компромисс. С обработкой мелочевки из цветмета справится маломощный – BD-3, cталь ему противопоказана.
На страничке российского представительства (https://www.jettools.ru/catalog/nastolnye-tokarnye-stanki/bd-3-tokarnyy-stanok-/ ) BD-3 позиционирован альтернативой советскому часовому С-95.
Не смотря на анахронизим четырехручьевого шкива, не будет преувелечением: С-95 – сработан добротно, на полвека минимум. Такие вещи мастера передают по наследству.
ВD-3 – результат массовой индустрии, не претендующий на историческое долголетие. Экземпляр самый миниатюрный и дешевый в линейке. С конвейера стоит – 45, подержаный – 30 – 40 тыс. руб.

Механизм автоподачи, верхняя каретка суппорта – идут опциями. Собственно, первый не особенно нужен при РМЦ = 150 мм, слабосильном движке (150 Вт). Устройство обеспечивает единственную подачу 0,02 мм/об. В руководстве не рекомендуется снимать более 0,25 мм припуска за проход.
Благодаря ходовому винту изделия максимальной длины протачиваются без перезакрепления каретки, что не возможно на С-95.
ВD-3 – годится для маленьких поделок из мягких материалов. Легкий, занимающий четверушку квадратного метра, он выручит моделиста, ютящегося в тесноте. ВD-3 – может стать первенцем у новичка, инструментом подросткового технического творчества.
BD-9G формально превосходит Универсалы. Чугунная передняя бабка со стальными передачами крепится четырьмя винтами к чугунной станине. Пара V-образных направляющих отшлифована и поверхностно закалена ТВЧ. Шпиндель смонтирован на двух конических роликоподшипниках.

Размыкаемая маточная гайка позволяет переключаться с автоподачи по винту на ручную по рейке. Допускается изменение направления вращения винта на ходу, фиксированной нейтрали нет, но приспособиться «ловить» ее удается. Базовая комплектация предусматривает нарезание левой и правой, метрической и дюймовой резьбы. Винт защищает от стружки телескопический кожух.
На корпусе три переключателя: направления движения суппорта, выбора диапазона и регулирования скорости. Фактическое число оборотов выводится на табло.

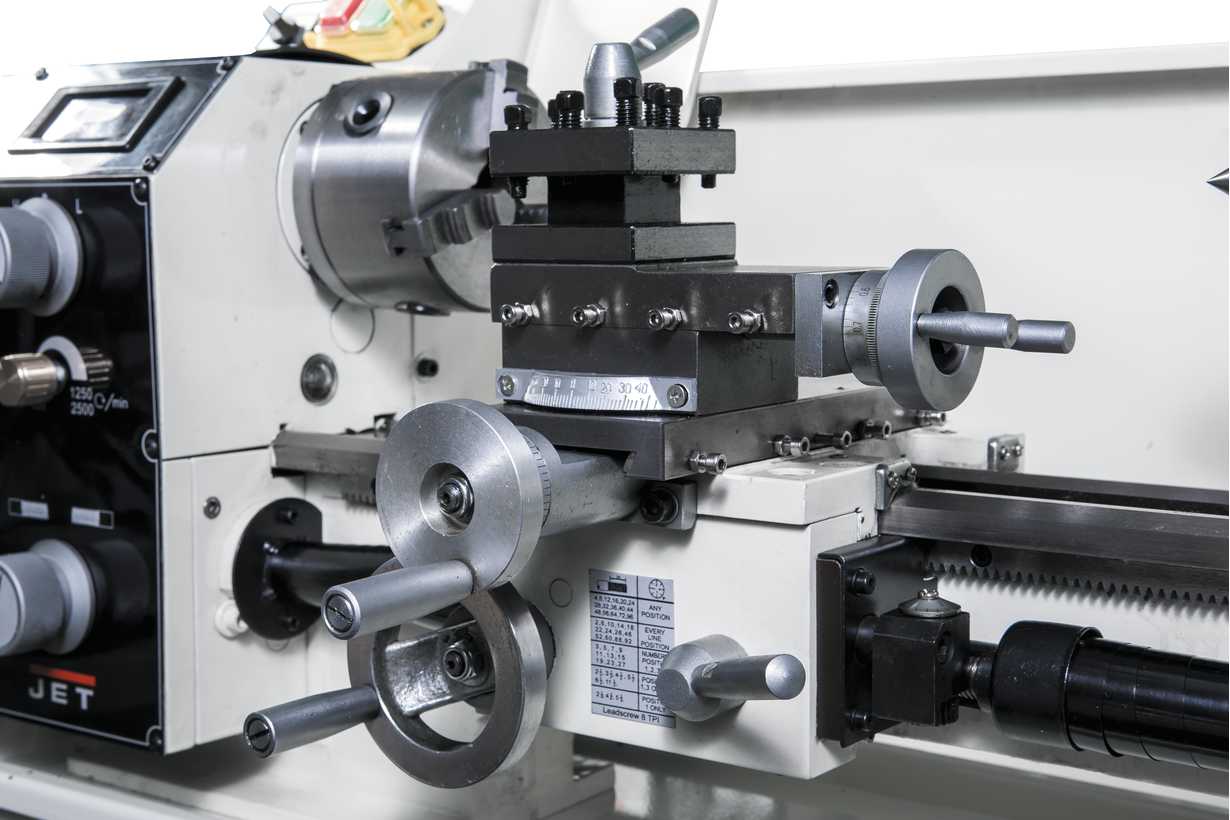

BD-9G – довольно тихий, без нагрузки на средних оборотах основной источник звука – двигатель. Поначалу оснащался коллекторным, позже – асинхронным ЭД. У первого, при значительном росте нагрузки (сверление вязких металлов), система управления поднимает обороты, повышая напряжение, ток и мощность.
Владельцы указывают на хлипкую станину, люфты винтов поперечной и резцовой, ослабление затяжки прижима задней бабки.
Двухлетняя гарантия по факту распространяется на электрочасть, механические неисправности списывают на ошибки оператора. BD-9G снят с производства, но продолжает пользоваться спросом на вторичном рынке.
Сведения о популярных образцах ниже:
По желанию потребителя джеты оснащаются двухосевым УЦИ с ценой деления 0,005 мм.

УЦИ предоставляет новый уровень возможностей, повышает производительность, точность, снижает процент брака. Стоимость набора от 30 тыс.

Расширяет технологические функции фрезерная головка, смонтированная на моделях: BD-10DMA, BD-11GDMA.

Помимо металлообрабатывающих, JET представляет разных типоразмеров токарные по дереву. Среди прижившихся у мастеров: Performax PWL-1440L 909001M, jml-1014i.

Любопытствующие могут почитать мнения владельцев (похоже не редактированные для рекламы) о различных JET: https://www.vseinstrumenti.ru/stanki/tokarnye/po-metallu/jet/otzyvy/.
Германо-китайский проект
FDB Mashinen – развивающийся бренд, созданный командой амбициозных талантливых инженеров, покинувших крупный немецкий концерн. Сотрудничество с корпорацией Skiper позволило организовать конструкторское подразделение, получить производственные мощности.
Проектирование осуществляется в германском Мюнхене. Производство развернуто на трех тайваньских и китайских заводах на германском оборудовании. ИТР, менеджмент – работают вахтовым методом, прилетая из Германии. Таким образом поддерживается высокая технологическая дисциплина, должный выходной контроль.
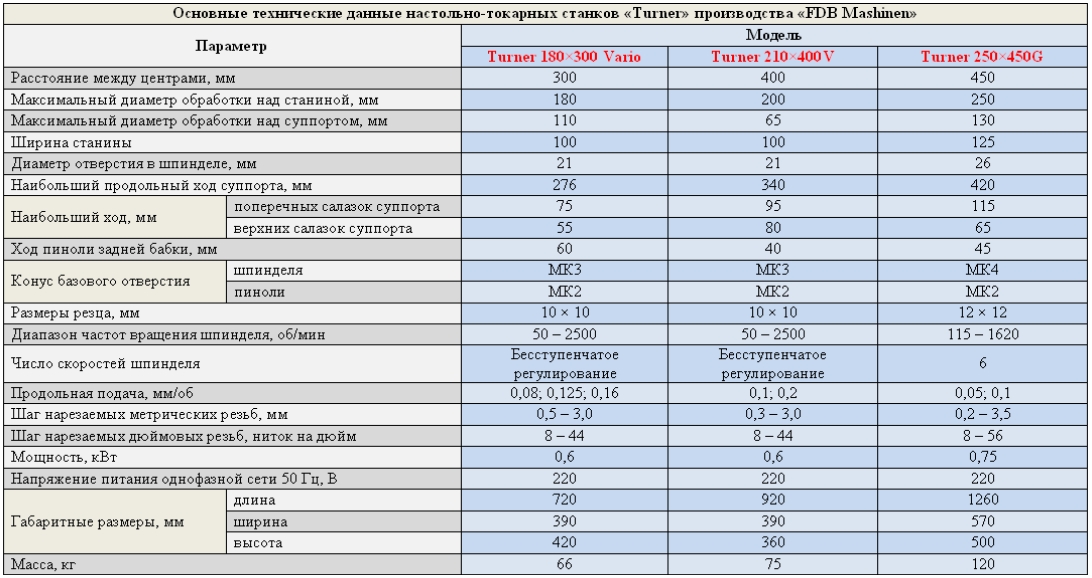
Умельцу интересны компактные представители линейки Turner. В нижнюю ценовую категорию входят: Turner 180×300 Vario, 210×400V. К среднему сегменту относятся: Turner 250×450G, 250×550V. Буквой «V» кодируют электронную плавную регулировку оборотов во всём диапазоне, «G» – «gear» – наличие коробки передач.
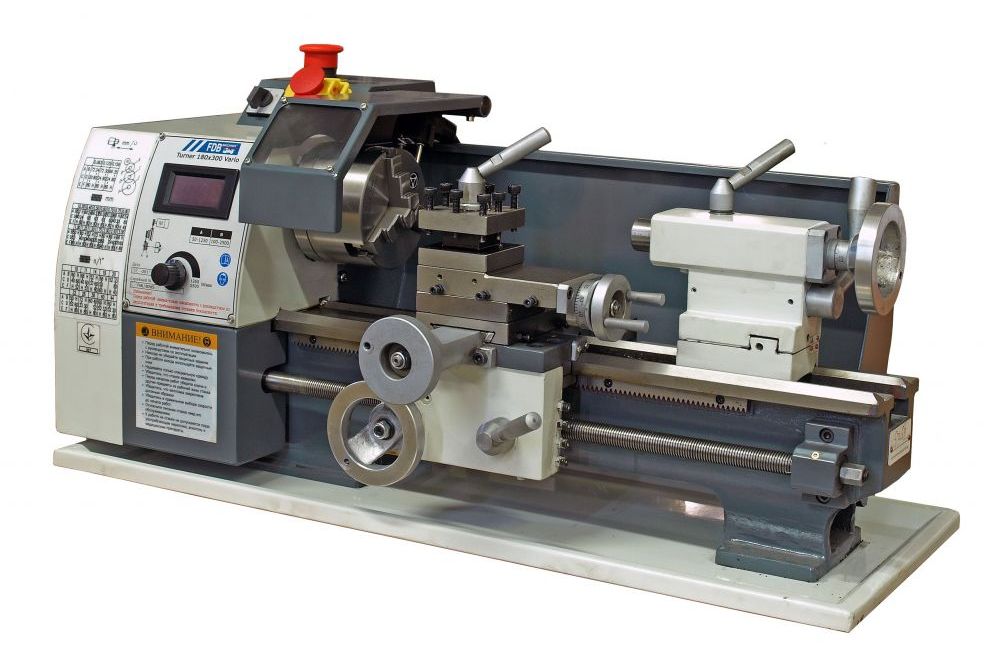


Прямого роста параметров от младших к старшими версиями – нет. Вероятно, конструкторы стремились удержать вес в рамках или простиммулировать интерес ко всему размерному ряду. К примеру, Turner 180×300 превосходит модель 210×400 по диаметру обработки над суппортом, предельному выдвижению пиноли.
Семейство бытовых Turner выглядит крепко, подтверждая впечатление в деле. Массивная станина, мощный привод, максимальные, по меркам настольных, сечения державок – все нацелено на производительное резание. Не мудрствуя, разработчики установили классический четырехпозиционный резцедержатель, уменьшенную копию привычной задней бабки с рычагами фиксации пиноли и подошвы. На клинья не расщедрились, обойдясь простыми прижимными планками.

Все малоразмерные Turner снабжены разъединяемой маточной гайкой, позволяющей быстрое ручное передвижение по рейке. Это сокращает время холостых проходов и износ винта. Опционально любая версия дооснащается системой цифровой индикации координат.
Подробнее: http://www.exen.ru/produktsiya/stanki-fdb-maschinen.html
Сравнение с конкурентом:
Proxxon
Система инструментов «MICROMOT» – узнаваемая визитка компании. Cтоль же известны прецизионные настольно-токарные Proxxоn: https://www.proxxon.com/en/micromot/precision-lathe-and-milling-systems.php. В линейке всего четыре аккуратно исполненные модели, с продуманной системой принадлежностей.
Штаб-квартира Proxxon находится в люксембургском Веккере. Компания выступает производителем и дистрибьютором: ранее японская Sakai поставляла выпущенные в Корее ML 210, ML 260 под именем Proxxon (http://www.lathes.co.uk/toyo/index.html). По информации официального сайта: современные токарные выпускаются в Германии.
Proxxon не назовешь народной маркой. Приблизительный ценник: младшего FD 150/E – полста тысяч, среднего PD 250/E – под 120 тыс. руб., старший PD 400 – четверть миллиона. Инсталляция CNC на четырехсотый прибавляет еще полторы сотни тысяч (https://www.youtube.com/watch?v=Pf4UFS_Gkw0).
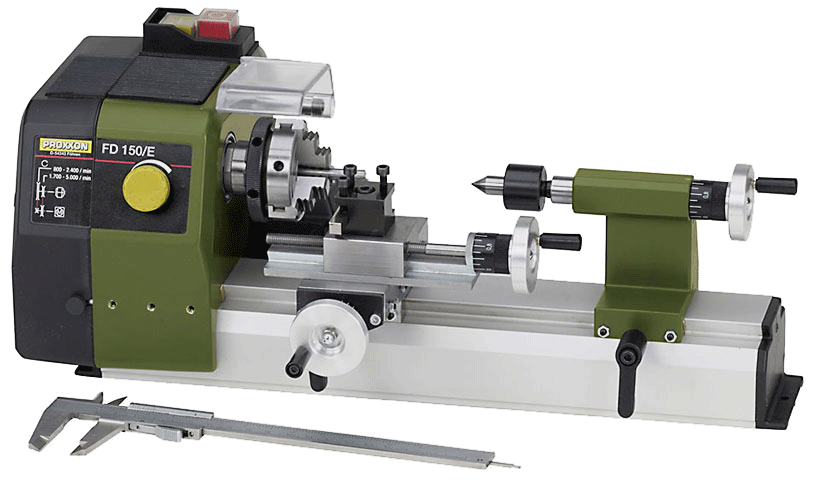
Стендовый судомоделист делится впечатлениями, опытом эксплуатации FD 150/E:
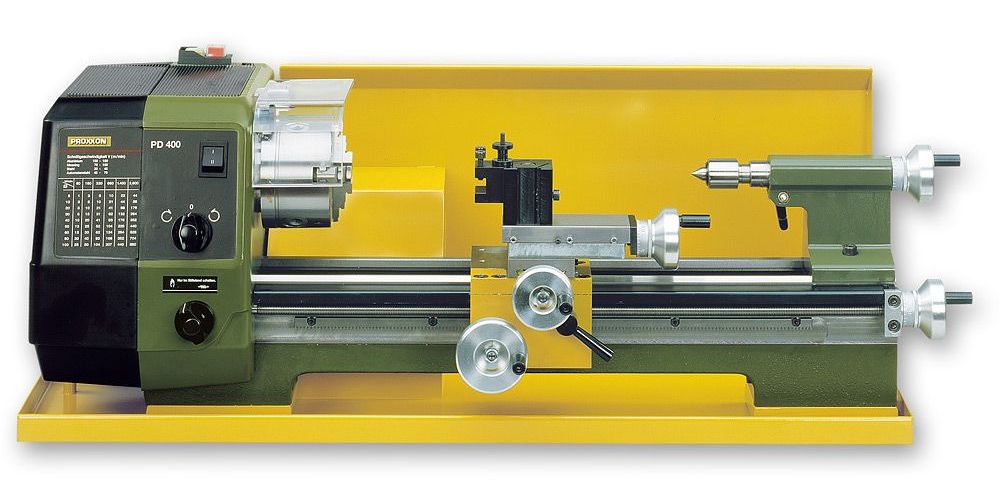
Демонстрация возможностей программного управления PD 400/CNC:
Миниатюрные FD 150/E, PD 250/E – актуальные для обработки мелких заготовок из цветмета. Так, минимальный диаметр точения, при закреплении в цанге, составляет 0,5 мм. Допуск радиального биения:
- шпинделя – 0,01 мм;
- трехкулачкового патрона – 0,04 мм.
Выигрыш веса у FD 150/E достигнут за счет станины из алюминия непрерывного литья, литых алюминиевых корпусов бабок. Подобные облегченные бабки установлены на чугунной станине PD 250/E. По призматическими направляющими которой передвигается каретка из цинкового сплава, отлитого под давлением. Поперечные и резцовые салазки – стальные.
Аксессуары к PD 250/E рассчитаны на разноплановую мехобработку:
- Резцедержка для обточки по радиусу выпуклых, вогнутых участков; сфер охватом до 3/4, максимальным радиусом 32 мм.

- Двухпозиционная резцедержка с регулировкой высоты резца.
- Четырехкулачковый патрон ∅75 мм.

- Цанговый патрон с 8 цангами ER 20: 2; 2,5; 3; 4; 5; 6; 8; 10 мм.
- Центровая оснастка: планшайба, передний и задний невращающиеся центры, поводок.
- Неподвижный люнет для валов до ∅40 мм.

- Сверлильный патрон на оправке под конус пиноли.
- Плашкодержатель для задней бабки (зачем-то с цилиндрическим хвостовиком, закрепляемым в сверлильном патроне).

- Делительная приставка TA 250, допускающая вертикальную или горизонтальную установку.
- Сверлильно-фрезерная головка PF 230, совместимая с PD 250/E, PD 400. Совместно с головой используется стол KT 230.


- Поддон для сбора стружки и СОЖ.
Замечание. Левое резьбонарезание на PD 250, 400 требует установки паразитной шестерни в цепи ходового винта. Нужный шаг получается установкой комбинации сменных колес гитары согласно инструкции.
Безопасность обеспечивают:
- Концевик защитного экрана, разрывающий цепь питания при поднятом ограждении.
- Защита от повторного самовключения после кратковременного отключения тока.
Proxxon, извлеченный из тары, подготавливается к пуску за считанные минуты без какой-либо подгонки узлов, в отличии от нестатусных марок, да цена кусается. При этом FD 150/E – фактически лабораторная машинка, алюминий – есть алюминий. PD 250 – посолидней, PD 400 – хорош почти всем.
Удивляет зажим пиноли и резцов шестигранником. У тех же джетов большинство бабок быстрозажимные и смещаемые для проточки пологих конусов, что непредусмотрено у проксона.
Куда демократичней ценники токарных по дереву, так DB 250 (27020) предлагают за 17 тыс.

Доработка неподвижного люнета разрешает точить деревянные балясинки на металлорежущем:
Настольные токарные насчитывают сотни моделей. Наряду с новинками, оснащенными CNC, по прежнему в строю множество ветеранов. Практический интерес представляют образцы, выпущенные, начиная с середины XX века.
В обзоре рассмотрим творения советских, российских, белорусских станкостроителей. Среди заграничных изделий уделим внимание наследию соцстран, именитым западным маркам, китайским детищам.
Родом из ГДР
Знаменитость от VEB Präzisionsdrehmachinen
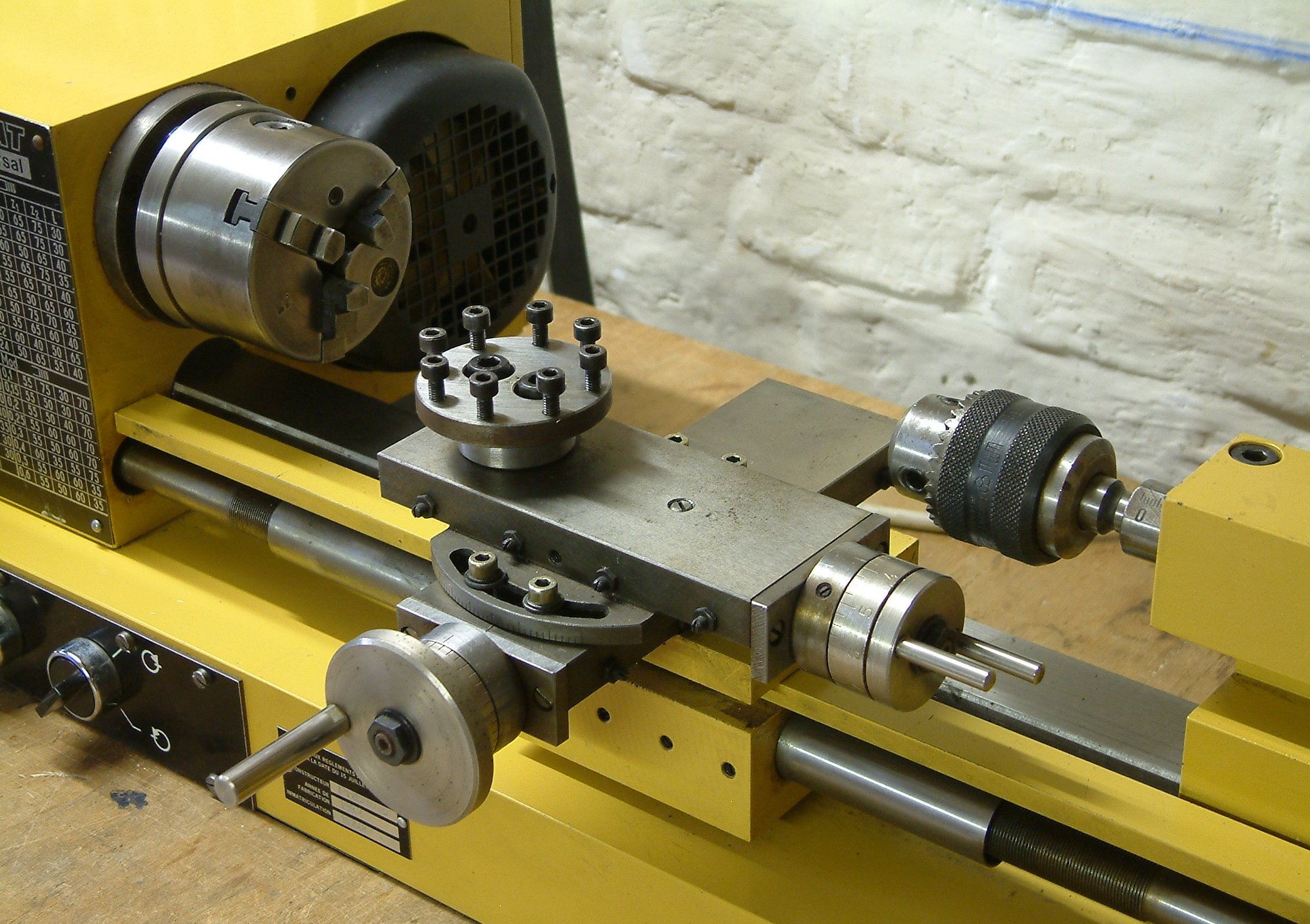
Не смотря на хоббийную направленность, отраженную в названии, Нobbymat MD65 отличается высокой точностью. Импортированные единицы трудились в заводских, институтских лабораториях, мастерских предприятий связи. Что-то перепало станциям юных техников, редкие экземпляры попадали в личное пользование.
С закрытием НИИ многие Нobbymat MD65 перекочевали в частные руки, преимущественно моделистов. Реже встречаются в сервисе, например, у часовщиков.

Отношение мастеров-гаражников к нему негативное: «хлипкий, не жесткий, маломощный– игрушка алюминий точить.» Столь нелестное мнение сложилось от непонимания назначения.
Любительское металлообрабатывающее оборудование предназначено для бытового эпизодического использования, не приносящего прямой прибыли владельцу. Профессиональное – обеспечивает обработку заводского уровня в ремонтных, опытных мастерских при периодической загрузке. Промышленное – расчитано на непрерывную посменную эксплуатацию в течение межремонтного цикла.
MD65, изначально, машина любительская. Германская добротность допускает профессиональное применение при обработке цветных сплавов, пластиков.

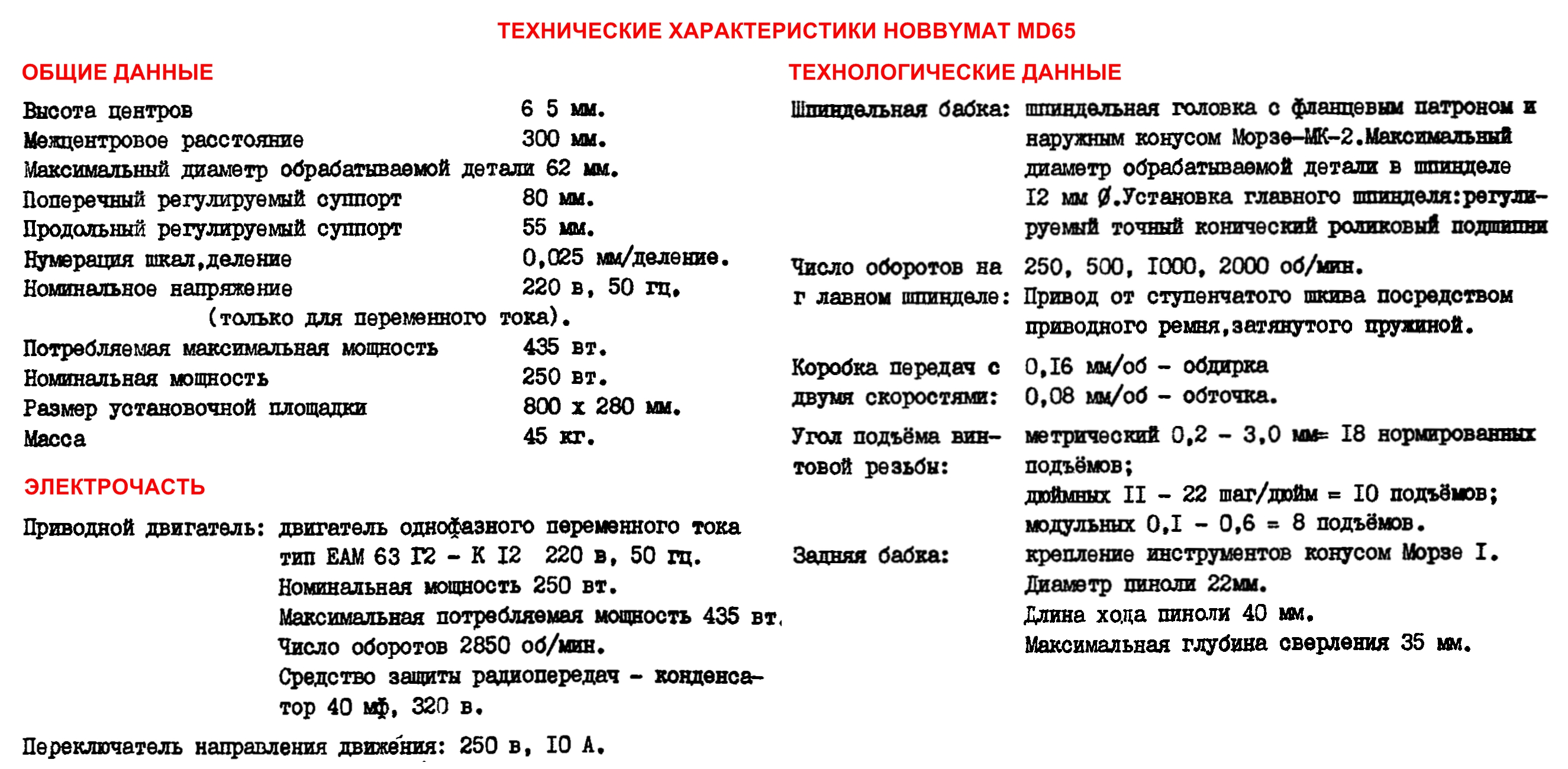
При высоте центров 65, межцентровом расстоянии 300 мм, вес немца всего 45 кг. Облегчение конструкции достигнуто за счет литого алюминиевого основания и передней бабки. Cтанина-направляющая выполнена D-образной, наподобие таковой у часовых станочков.
Шпиндель на двух конических роликоподшипниках, установленных «врастяжку» (схема Х). Внутренний конус – МК2, проходное отверстие всего ∅12 мм. Опыты с растачиванием до 16 мм – не рекомендуются из-за чрезмерного утонения стенки под задним подшипником.
Продольный разрез охватывающей части каретки позволяет регулировать зазор в сопряжении с направляющей путем сжатия половинок компрессионным винтом. Задняя бабка фиксируется аналогично. Настраивая, подбирают компромиссный вариант, приемлемый по легкости передвижения и люфту.
Пониженная жесткость стыка и самого профиля ограничивает режимы резания при точении стали. Допустимые величины следует находить по диаграммам руководства.
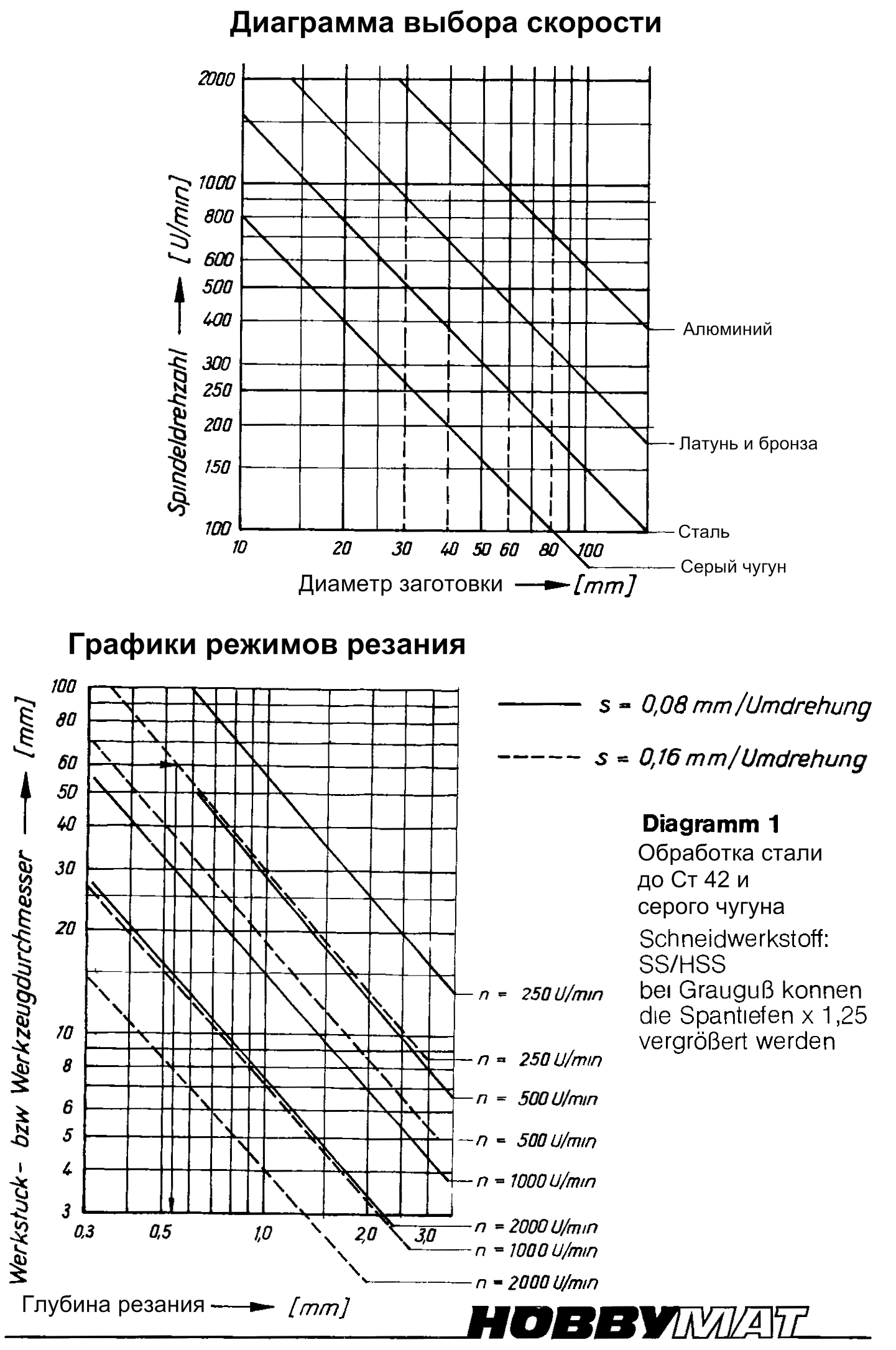
Механических подач две: 0,08; 0,16 мм/об. Первая рекомендуется для чистового точения, вторая – для обдирки. Гайка продольной – не размыкается, рейки нет – движение каретке сообщается только винтом (шаг 1 мм). Реверс автоподачи происходит при изменении направления вращения шпинделя.
Продольное механическое перемещение суппорта – 200 мм, поперечное ручное – 80 мм, резцовых салазок – 55 мм. Цена деления лимбов винтов поперечной, малой продольной – 0,025 мм/об. Угол поворота резцедержателя – ±30°. Сечение резцов – 12 × 12 мм.
В состав привода входят:
- Однофазный электродвигатель с конденсаторным пуском (2840 мин-1; 220 В / 50 Гц; 250/435 Вт), оснащенный центробежным выключателем пусковой обмотки. Последний иногда ломается, заставляя переделывать схему включения.
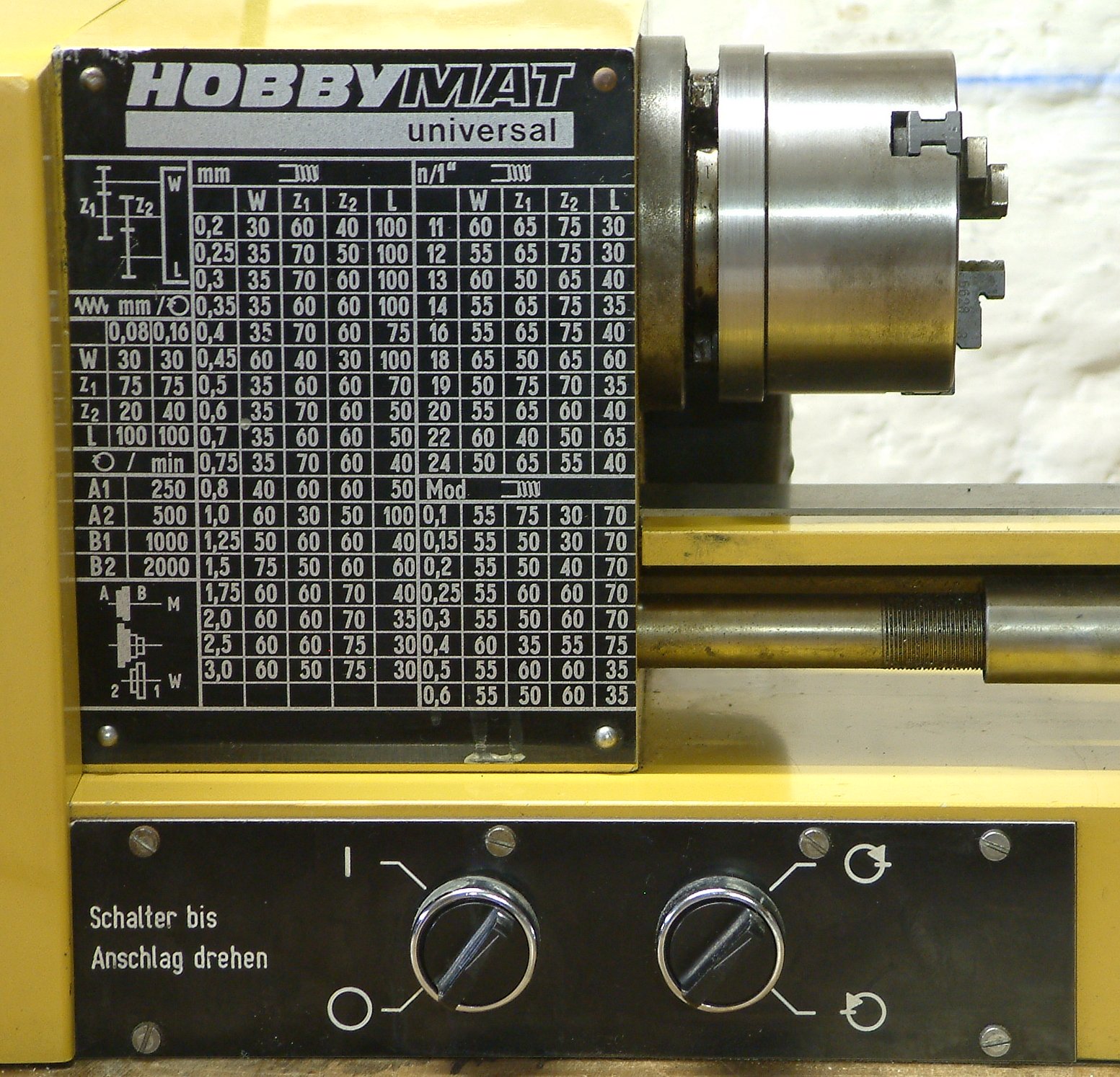
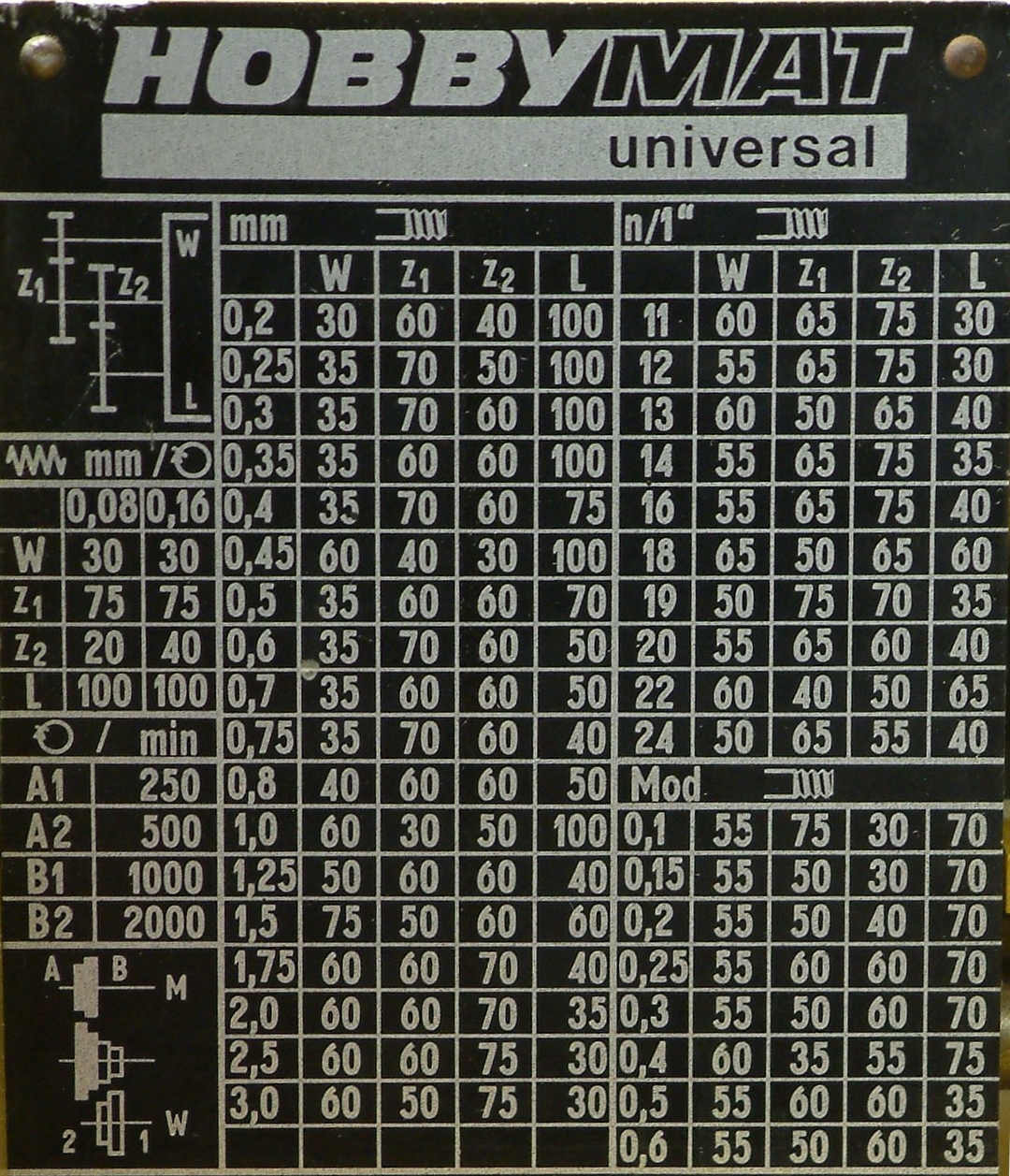
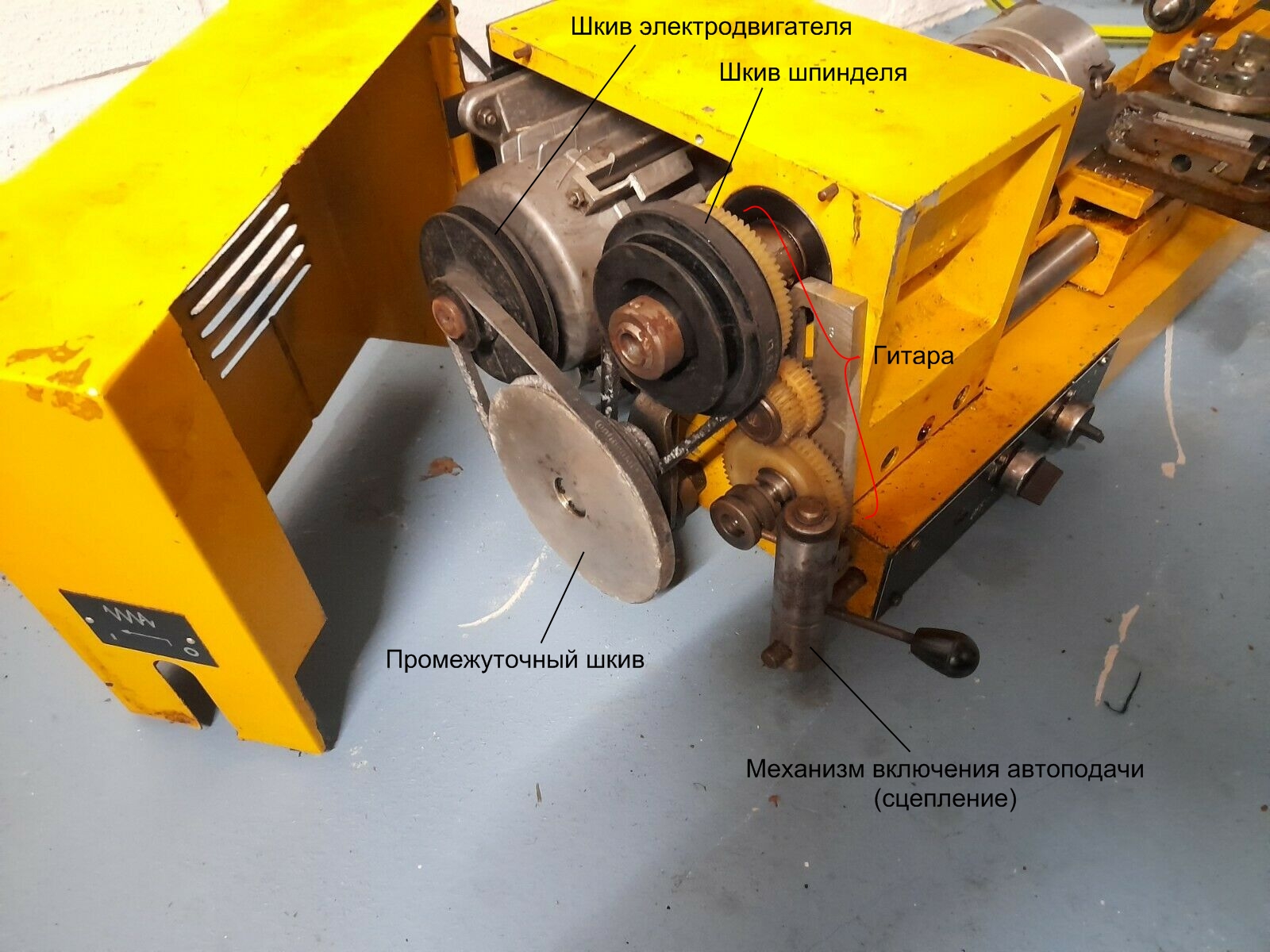
- Две клиноременные передачи: от мотора на промежуточный шкив, затем на шпиндель. Перестановкой ремней по ручьям получают частоты: 250, 500, 1000, 2000 об/мин. Шкивы бывают литые пластиковые или точеные из алюминиевых отливок. Пластмасса становится хрупкой от старости; у алюминиевых, из-за литейных дефектов, при неаккуратной разборке отламываются кусочки буртиков. Приходится заказывать новые шкивы взамен утерянных, поломанных или под ремни иного сечения (родные: 8×425, 8×375).
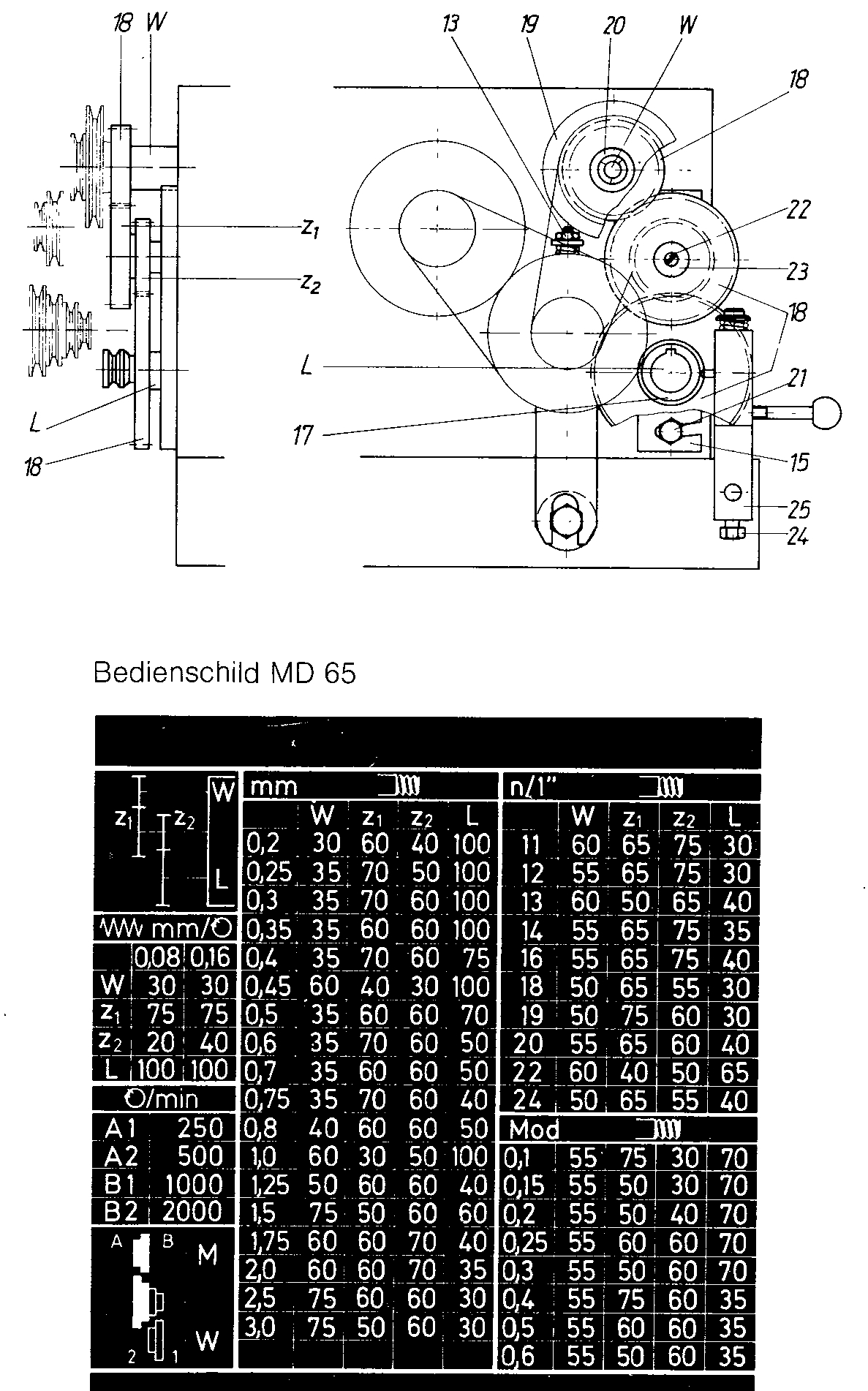
- Приклон с набором из девяти сменных колес. Обеспечивает нарезку метрических, дюймовых, модульных резьб. Замена утраченных шестерен стальными повышает шумность, что неприемлемо в квартире. Готовые наборы продаются на биржах типа: eBay, avito, directlot.
- Узел включения механической подачи (сцепление). Рычаг управления кулачковой муфтой ходового винта не выдерживает грубого обращения.
Хоббиматы разных выпусков отличались присоединительными размерами центрирующих цилиндрических поясков промежуточных фланцев:
- ∅55 – по ГОСТ 3889, DIN 6350 (http://docs.cntd.ru/document/gost-3889-80), крепление шпильками М6, оснащались поздние серии;
- ∅56,2 – под польские патроны c одним отверстием под ключ (крепеж М6), самые распространенные;
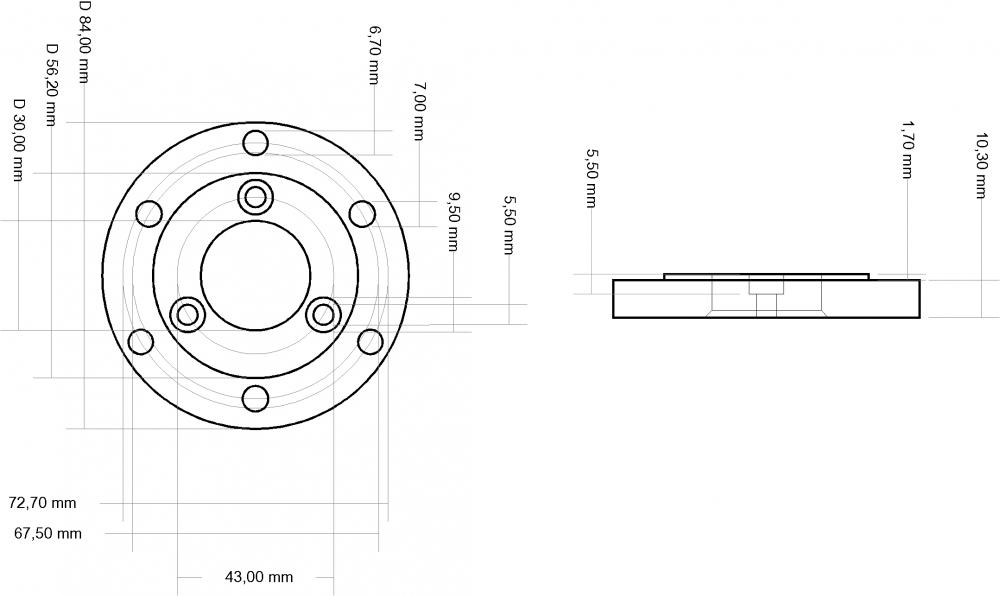
- ∅63 – под патроны чешской TOS, шпильки М5.
Совет. Не пытайтесь установить сотый трехкулачковый на самодельном переходнике. Физически мешает кожух мотора, выдвинутые кулачки упираются в станину. Ухитрившись смонтировать, быстро угробите подшипники, из-за возросших нагрузок.
За дополнительную плату поставлялся цанговый патрон с цангами диаметром от 3 до 12 мм; фрезерное приспособление с шириной губок тисков 50 мм.
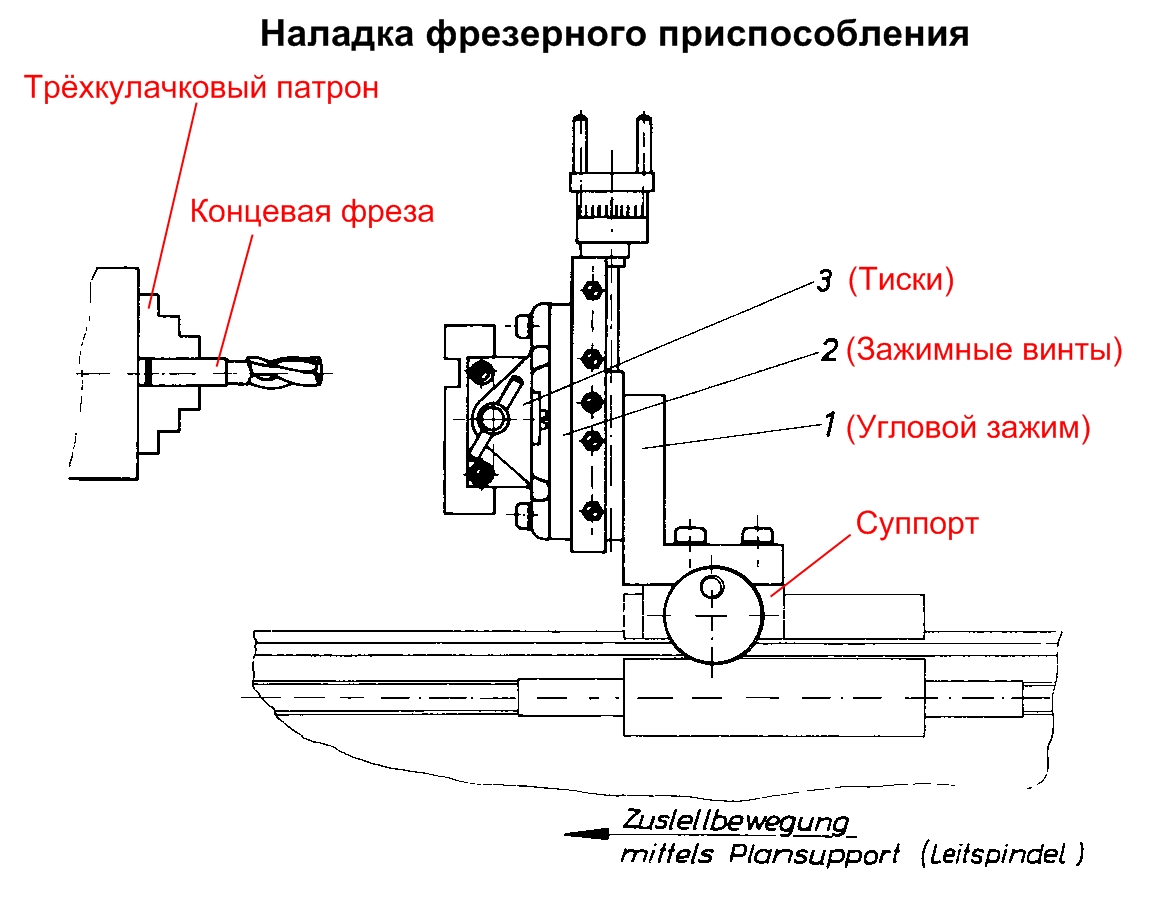
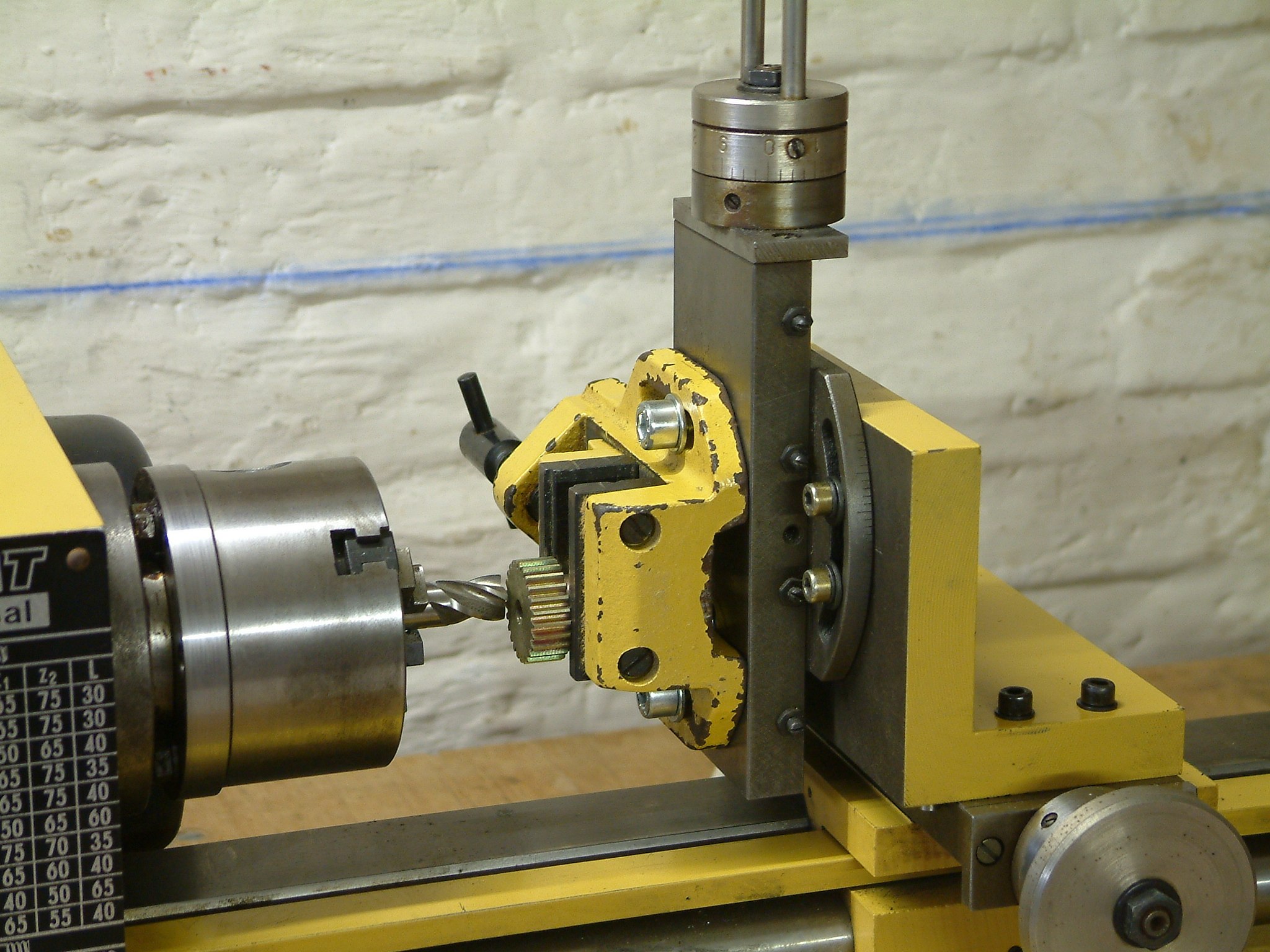
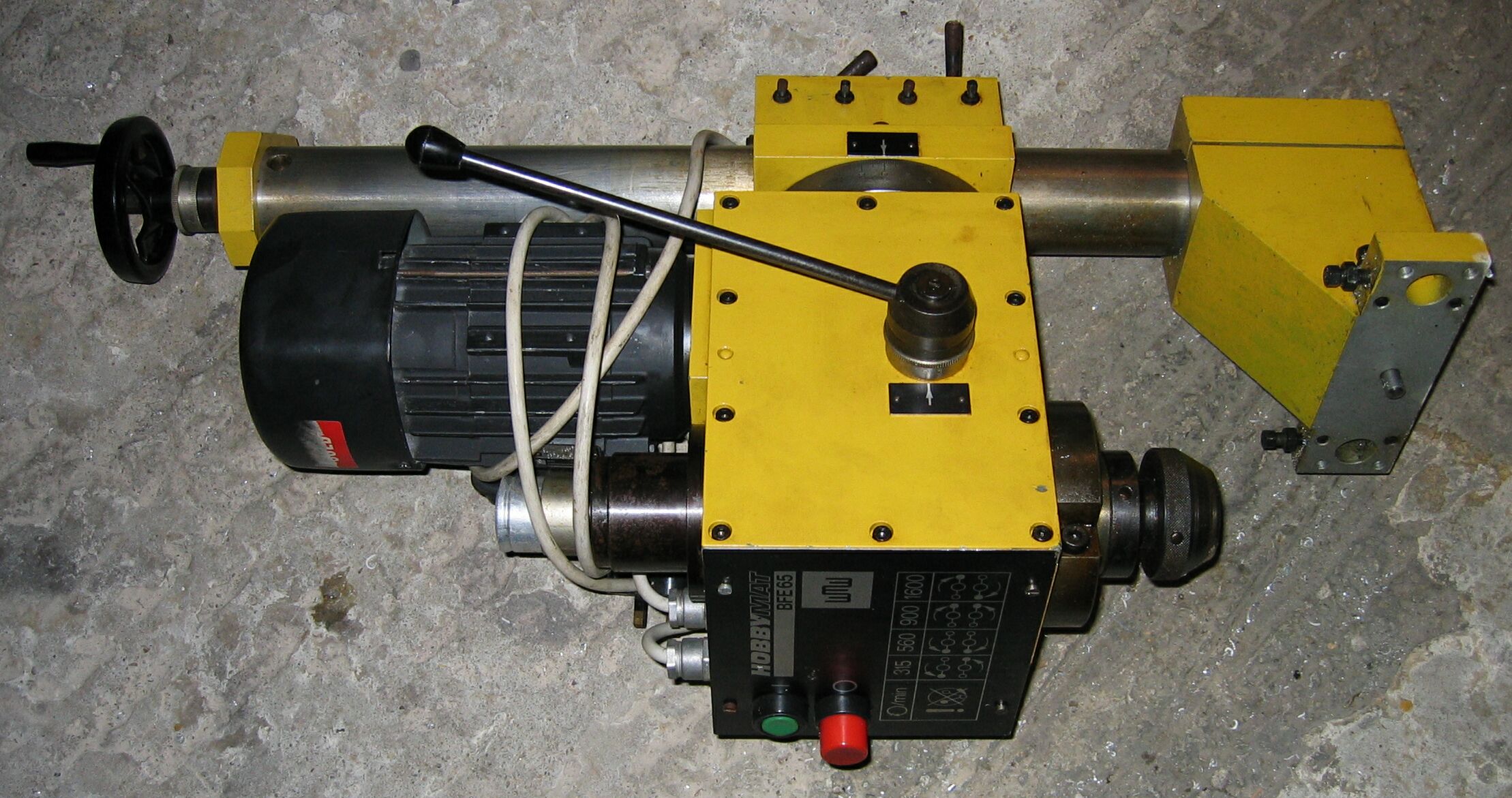
Вертикальная поворотная сверлильно-фрезерная головка BFE 65 превращает MD65 в комбинированный станок. Основание-кронштейн колонны крепится болтами сзади к каретке. Вместо верхних салазок монтируется столик с Т-образными пазами. Cтупени оборотов: 315, 560, 900, 1600 об/мин (существуют вариации). Надежностью славятся головки, выпущенные до начала 90-х, когда стальные шестерни заменили дешевыми пластиковыми.


Известны совместимые копии приставок:

Модернизируя MD65, владельцы выполняют:
- Замену круглой резцедержки на кассетную.
- Ставят ручки на зажим пиноли, задней бабки вместо стопорных винтов под шестигранный ключ.
- Устанавливают асинхронник с частотным преобразователем, иногда совместно с электронной гитарой.
Линейка, эволюция, экспорт
На базе MD65 производились модификации для деревообработки: MD120, MD150. Цифры шифра соответствуют высоте центров в миллиметрах. МРЦ, соответственно: 300, 650 мм; максимальные диаметры обработки: 300, 360 мм. Удлиненные (МРЦ = 900) экспортные версии продавались под брендами: AL-KO KOBER HDM 850, FARMER DMS 850-1.
Двигатель сообщает вращение шпинделю через трехручьевую клиноременную передачу, обеспечивающую 3 скорости: 950, 1450, 2100 об/мин. Модификация Hobbymat Variant с промежуточным шкивом имеет 5 частот (480–2100, 550Вт).

После объединения Германии народное предприятие в Лимбах-Оберфроне остановилось. В дальнейшем мощности вошли в состав UNITECH. Согласно авторитетному сайту: http://www.lathes.co.uk/hobbymat/, на некоторое время было возобновлено производство обновленного MD65 под маркой BFW300. Однако по запросам находится лишь фрезерная приставка.


На западных рынках восточногерманский настольный продвигался под названиями: Hobbymat MD65 Universal (Великобритания), Prazimat (США), Saupe & Sohn (Европа). В 70-80 годы Китай ещё не стал мировой фабрикой, оставившей европейцам проектирование и контроль. Однако некоторые компании зарабатывали, перепродавая под своими брендами продукцию из соцстран. Таким образом Хоббимат поступал на заподноевропейский рынок, как AL-CO Cober (ФРГ), Proxхon (Люксембург).
В облике Prazimat DZL есть лишь некоторое внешнее сходство с MD65. Конструктивно DZL сложнее, функционал отвечает профессиональным запросам.
Всё сделано по взрослому:
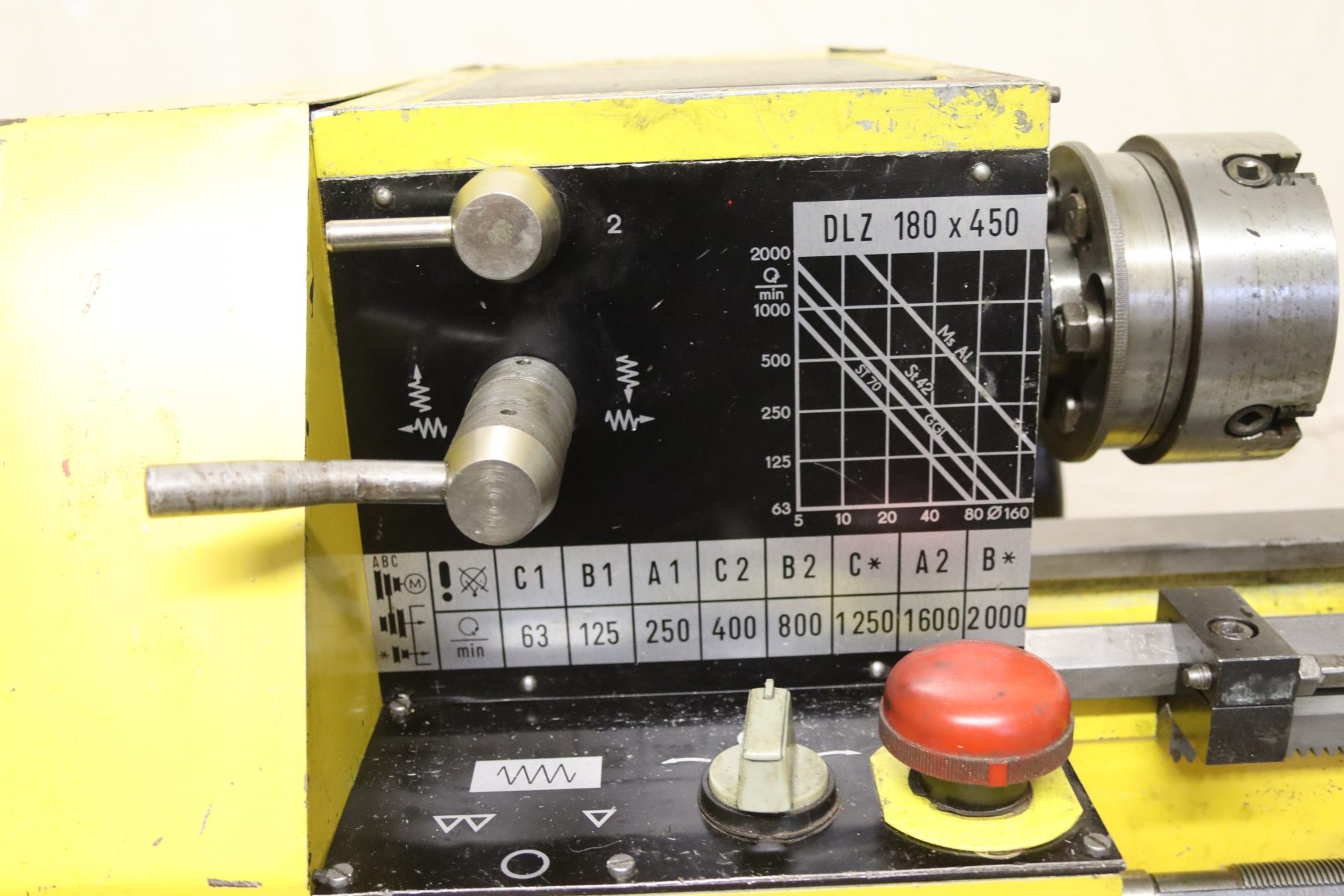
- Литая чугунная станина выполнена с двумя направляющими: передней – призматической, задней – плоской.
- Ступенчато-шкивный привод с зубчатым перебором сообщает шпинделю от 63 до 2000 оборотов.
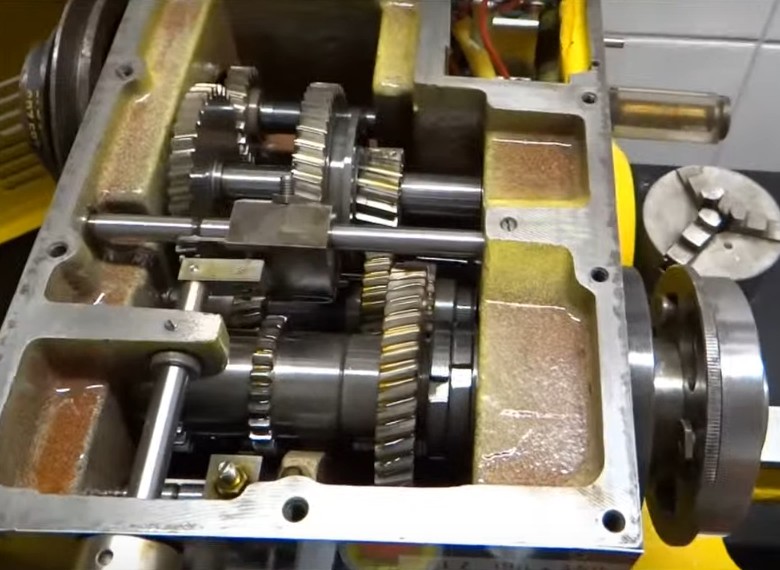
- Конец шпинделя по DIN 55021 под трехкулачковый патрон ∅100.

- Трензель позволяет изменять направление движения суппорта. Шпиндель реверсируется электрически.
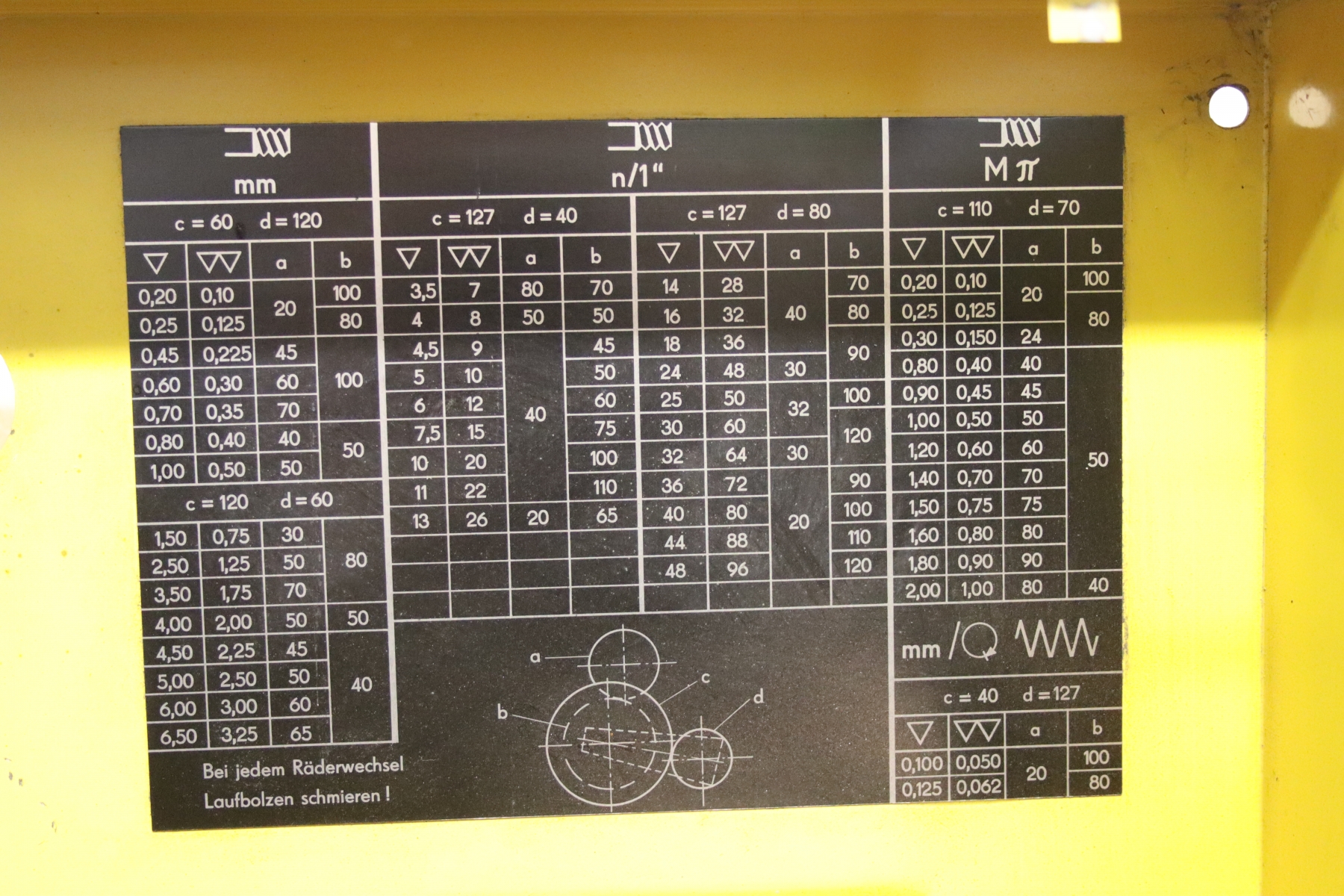
- Механизм удвоения шага вместе со сменными колесами: z=80 или z=100 дает 4 подачи при точении.
- Ходовой винт смонтирован на игольчатых роликоподшипниках и сдвоенных упорных.
- В суппорте реализована механическая продольная и поперечная подачи. При ручном перемещении от штурвала маточная гайка размыкается рукояткой, реечное колесо зацепляется с рейкой.
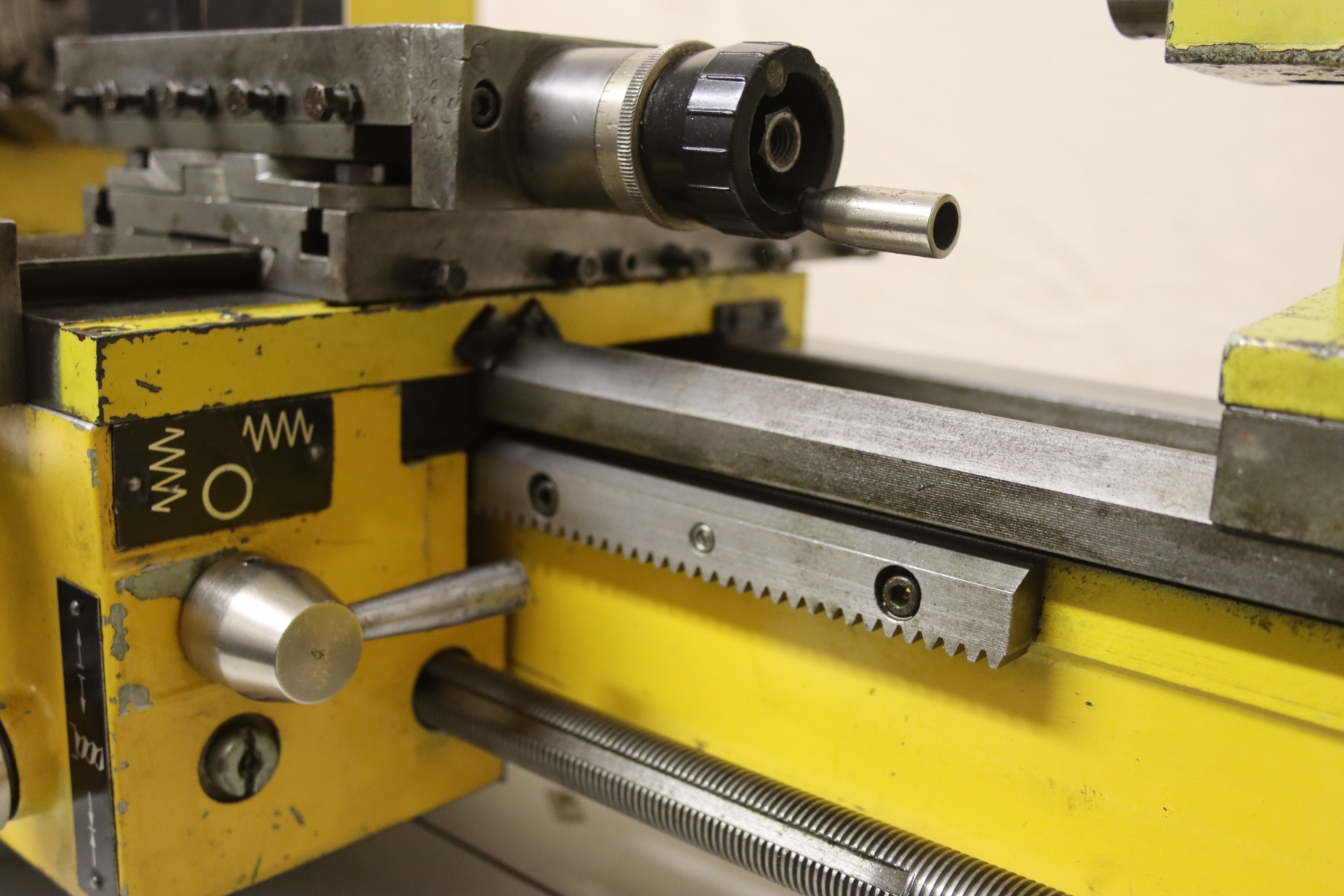


К сожалению, конструкторы не расщедрились на полноценные клинья, заложив прижимные планки для регулировки зазора в ластохвостах.
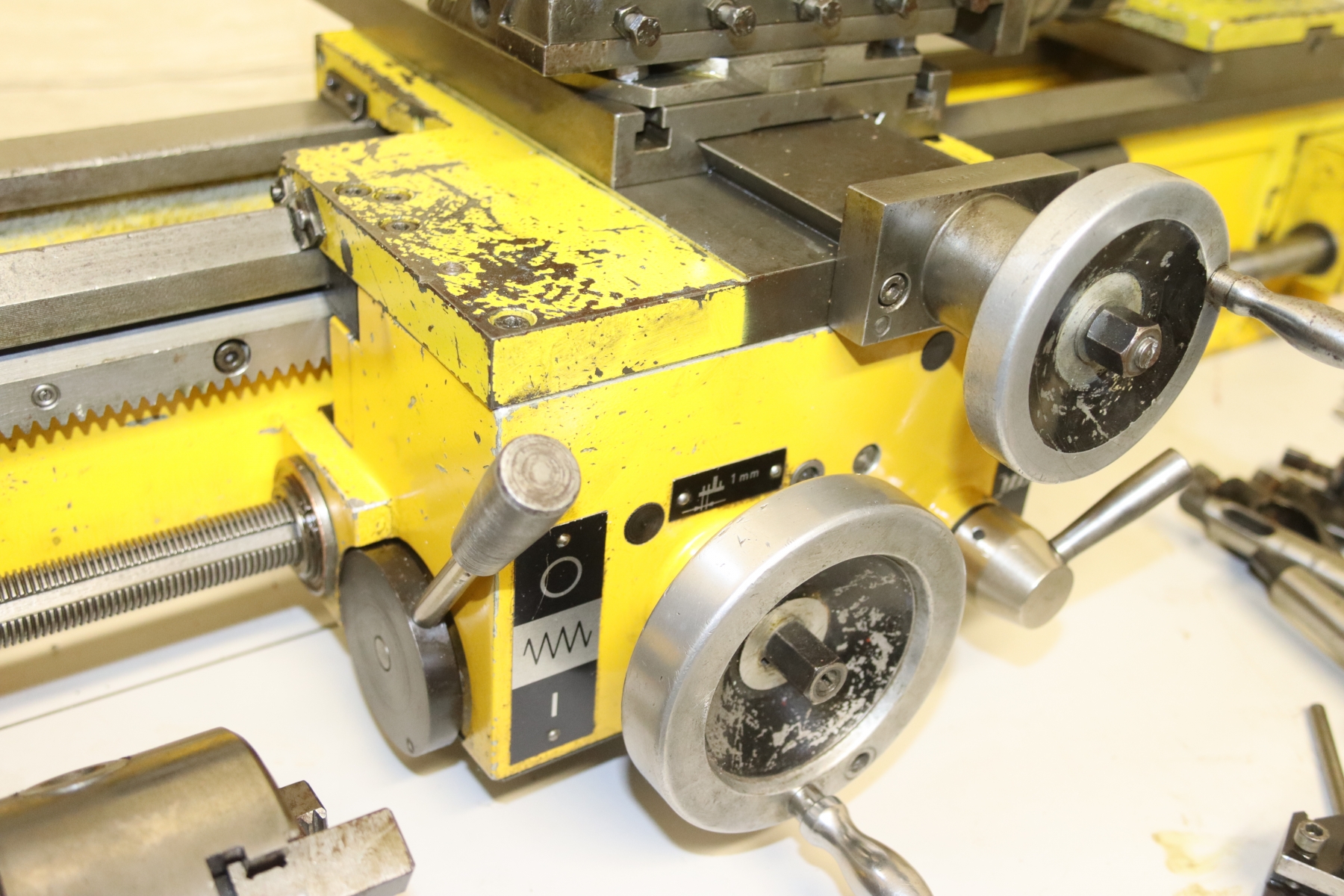
Сборка и монтаж суппорта:
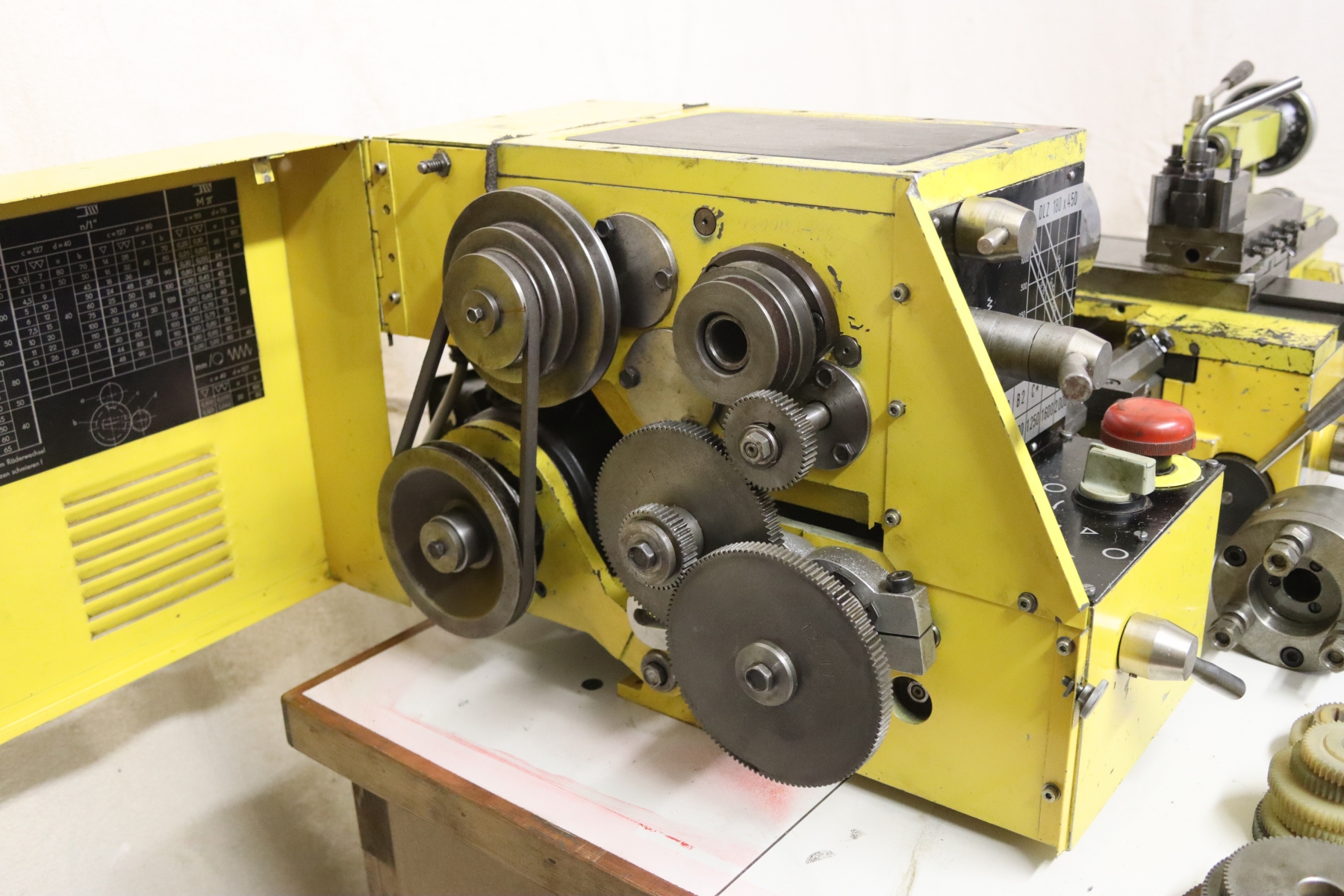
Органы управления удобно расположены, снабжены поясняющими табличками.
Широкие возможности, надежность – обуславливают приличные габариты и вес до 120 кг.
| Параметр (размеры, мм) | Значение |
| Высота центров | 90 |
| Межцентровое расстояние | 450 |
| Диаметр обработки над станиной | 180 |
| Диаметр обработки над суппортом | 120 |
| Диаметр отверстия в шпинделе | 20 |
| Конус задней бабки | МТ2 |
| Диаметр патрона | 100 |
| Мощность однофазного двигателя
(1430 об/мин), кВт |
0,55 |
| Габариты: длина × ширина × высота, мм | 1060 × 580 × 330 |
| Масса, кг | 120 |
Подборка информативных видео от польского мастера:
https://www.youtube.com/playlist?list=PLXU1NitCz7v6RmbrGhbkKxnD6pNy3vklA
По сведениям: http://www.lathes.co.uk/hobbymat/page3.html производилась модификация с высотой центров 100, межцентровым – 500 мм. Успешно экспортировалась в США. Последняя серия Prazi II Apollo идентична продуктам Wabeco даже по шифрам моделей. Дистрибьютором выступает International Sales and Marketing Group:https://www.ismg4tools.com/index.html. Сколько осталось германского в новинках, похожих на китайские клоны, вопрос?
Зарубежные копии
Популярность и спрос породили интерес у коллег и конкурентов. Китайские товарищи выпустили клон в начале 80-х, повторив даже цвет краски. Выдают «подделку»: тяжелое чугунное основание, грубая отделка деталей, отсутствие аксессуаров.
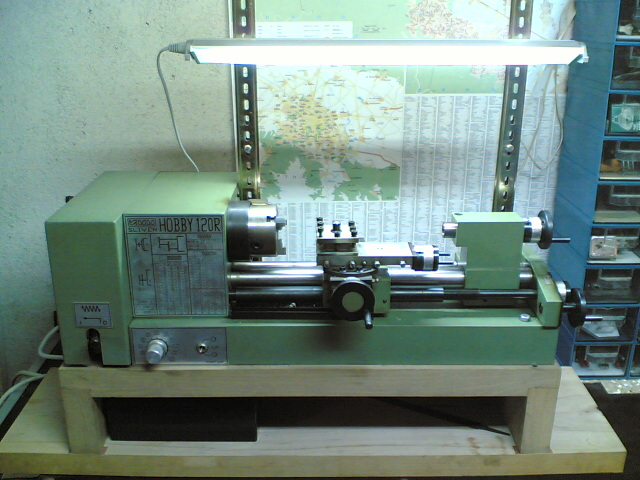
Ответственно подошли к делу болгарские инженеры из ZMM, итогом стал Hobby 120 Sliven. Отказались от D-образной станины-направляющей в пользу двух круглых: основной и стабилизирующей задней. Передняя бабка, плита – отлиты из чугуна. Взамен 8-миллиметровых клиновых ремней выбраны 5-миллиметровые от Gates, что повлекло переработку гитары. Рычаг включения кулачковой муфты заметно прочней, чем у оригинала.
Чешская TECO продолжает выпуск собственных разработок, прообразом которых послужил Hobbymat. Чешское качество не уступает германскому, но цена соответствующая.
В SU300 бросается в глаза классическая четырехпозиционная резцедержка, остальное узнаваемое по немцу. Двигатель прежней мощности: четверть киловатта достаточно для подачи 0,16 мм/об.
Информация с официального сайта: http://www.tecoznojmo.cz/english/produkty.php:
| Характеристики настольно-токарного SU300 | |
|---|---|
| Параметр
(размеры в миллиметрах) |
Значение |
| Диаметр обработки над станиной (направляющей) | 130 |
| Межцентровое расстояние | 300 |
| Продольный ход суппорта | 300 |
| Поперечный ход суппорта | 80 |
| Продольный ход резцовых салазок | 55 |
| Диаметр обработки над суппортом | 62 |
| Механическая подача, мм/об | 0,16; 0,08 |
| Частота вращения шпинделя, мин-1 | 250; 500; 1000; 2000 |
| Конус задней бабки | MK 1 |
| Номинальная мощность, Вт | 250 |
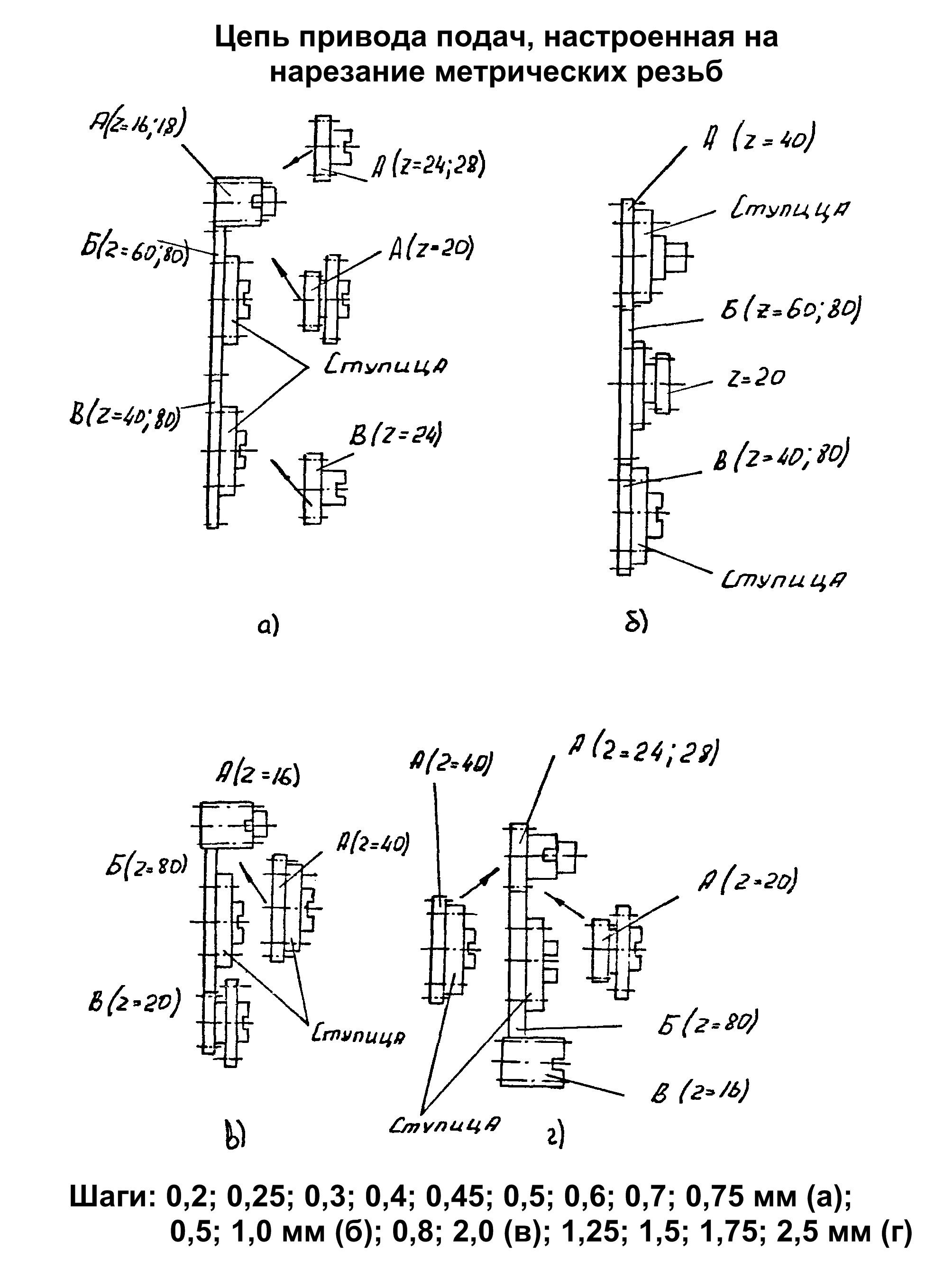
| Шаг метрической резьбы | 0,2; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1; 1,25; 1,5; 1,75; 2; 2,5; 3 |
| Шаг дюймовой резьбы, ниток/дюйм | 11; 12; 13; 14 ;16; 18; 19; 20; 22; 24 |
| Шаг модульной резьбы, модуля | 0,1; 0,15; 0,2; 0,25; 0,3; 0,4; 0,5; 0,6 |
Ещё компактней мини-токарный MD200. Подача только ручная. Нижняя частота шпинделя – 560 мин-1, поэтому резьбу придется нарезать метчиком, леркой, отключив питание.

| Характеристики настольно-токарного MD200 | |
|---|---|
| Параметр
(размеры в миллиметрах) |
Значение |
| Диаметр обработки над станиной (направляющей) | 104 |
| Частота вращения шпинделя, мин-1 | 560, 1000, 2000 |
| Продольный ход суппорта | 280 |
| Номинальная мощность, Вт | 120 |
| Поперечный ход суппопрта | 80 |
| Межцентровое расстояние | 200 |
| Диаметр обработки нал суппортом | 43,4 |
| Конус задней бабки | MK 1 |
Семейный бизнес с вековой историей
Многие европейские марки давно ассоциируются с Поднебесной. Все бы ничего, но качество хромает, подмачивая репутацю материнского контроля за контрактным производством. Педантичные немцы не стали исключением. Форумная молва добралась и до Wabeco.
Представлять обширную линейку настольных станков, инструментария в 40 странах без аутсорсинга, кооперации, переноса мощностей на рынки дешевой рабочей силы – невозможно. Тем не менее Wabeco сохранила собственный завод в Ноейрбурге. Как минимум часть продукции выходит из его цехов.


Прошлое и настоящее
Основатель компании Вальтер Бломбах начинал в 1885 с выделки напильников. Его сыновья продолжили семейное дело, расширили номенклатуру, в частности, наладив изготовление тисков для домашних мастерских. Мировые войны прервали развитие, однако уже в 1951 Фриц Бломбах зарегистрировал торговую марку WABECO. Ассортимент пополнили отвертки, уровни, винтовые струбцины, наковальни, специальные ножи и прочее.
К 1969 году всё производство переведено в Нойербург, где построен комплекс, включающий инструментальный, литейный, механический, слесарный, малярный и другие цеха. На Кельнской выставке в 1973 был экспонирован токарный первенец. В 1987 показан токарный с ЧПУ, разработанный в сотрудничестве с Ольденбургским университетом.
На сегодняшний день токарные, фрезерные машины WABECO с ручным и CNC управлением, сверлильно-фрезерные стойки – известны во всём мире. Продвинутые модели предназначены для профессионалов и промышленности. Младшие версии распространены среди американских, европейских любителей.
Обзор линеек
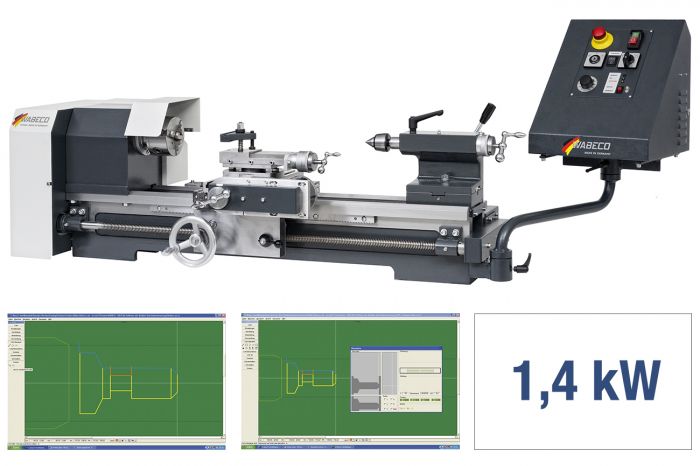
В изделиях «нижнего» уровня применяются две стальные цилиндрические направляющие. Закаленные, шлифованные полозья долговечны, что подтверждает десятилетняя гарантия на них.
Между скалками расположен ходовой винт, поэтому штурвальчик ручного передвижения каретки вынесен на правую сторону. Компоновка приемлемая при небольшом РМЦ, протачивая короткие поверхности пользуются малой продольной.

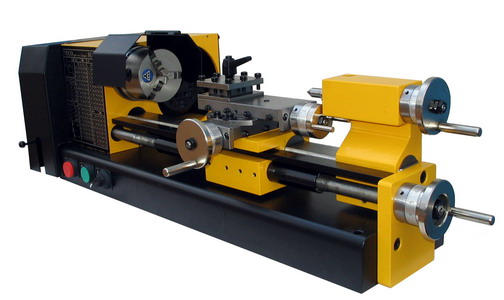
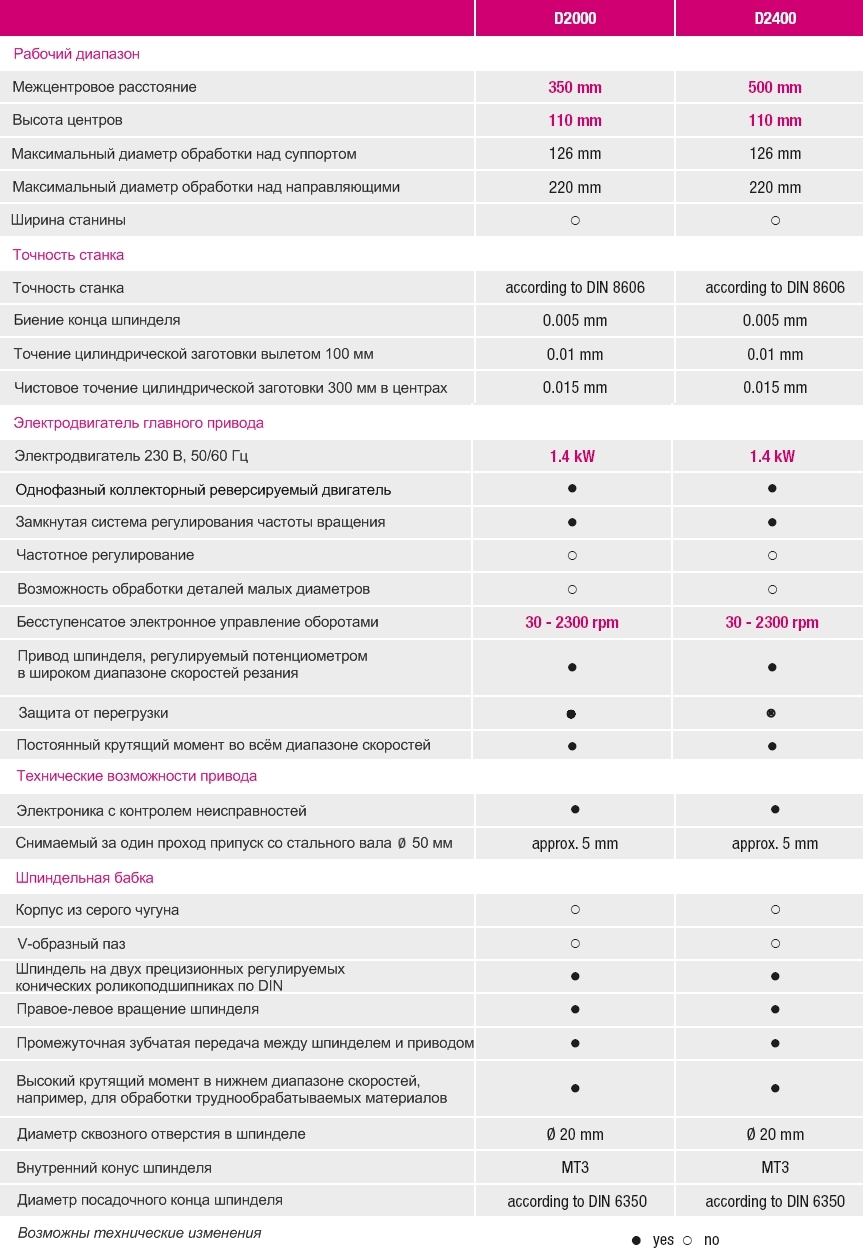
Серии D2000, D2400 отличаются межцентровым, равным соответственно: 350, 500 мм. Высота центров – 110 мм, позволяет обрабатывать заготовки вдвое большего диаметра. Комплектуются сотым патроном.
Установка шпинделя на прецизионных регулируемых конических роликоподшипниках обуславливает отличные точностные параметры. Жесткость, несущая способность скалок, подшипников соответствует возможностям мощного электродвигателя. Привод гарантирует высокий момент на низких скоростях при точении труднообрабатываемых материалов. Максимальный съем за один проход по конструкционной стали – 2,5 мм на сторону.
Остальные данные сведены в таблицы:
Примечание: перевод автора, может содержать неточности. Аутентичная информация содержится в каталоге, представленном на официальном сайте WABECO: https://www.wabeco-remscheid.de/media/content/Download/WABECO-Hauptkatalog-2018-DE.pdf
Современный привод с электронным управлением обеспечивает токарным WABECO малошумность. Минимальное биение и дисбаланс вращающихся деталей, применение зубчатых ремней – способствуют снижению уровня шума. Дребезг, «завывание» при правильно выбранных режимах, резцах – нонсенс для фирменных машин.
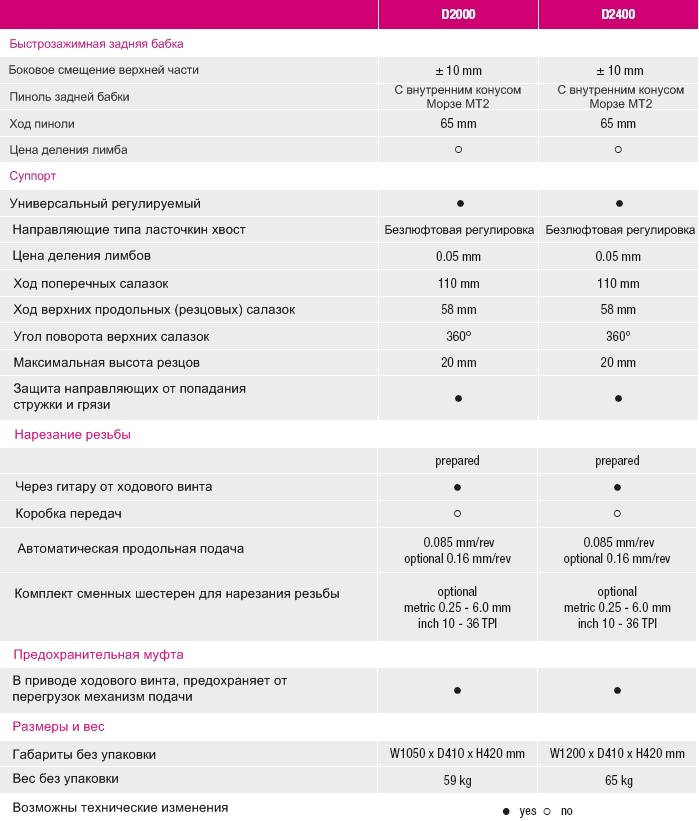
Опции для D2000, D2400:
- Набор сменных колес для нарезания дюймовых, метрических резьб.
- Механизм удвоения автоматической подачи.
Модели могут монтироваться на фирменный стол со встроенной инструментальной тумбочкой.

За дополнительную плату доступно устройство цифровой индикации положения по 3 осям (DRO) с оптическими линейками разной длины: https://www.wabeco-remscheid.de/893.html.

Системные параметры:
- 7-значный индикатор положения; ± индикация.
- Разрешение – 0,005 мм.
- Переключение системы измерения: дюйм / мм.
- Обнуление.
- Предустановка размера.
- Абсолютная / относительная система координат.
- Вызов значения из памяти.
- Установка нуля.
- Режим радиус / диаметр.
- Коррекция линейного перемещения.
- Память на 100 инструментов (РИ) с записью координат опорных точек.
- Отображение номера РИ.
- Калькулятор.
Аналогичное цифровое устройство применяется на продуктах JET, различие лишь в надписи-логотипе.

Сравнительно с китайским ширпотребом цены кусаются: со скидкой D2000 предлагают за 2400 евро; столик – 495 €; набор: DRO, две оптические линейки – 1430 €. Похоже монтажные крепления дисплея в набор не входят, приготовьтесь платить за другие опции (шпиндель с увеличенным до 30 мм проходом, комплект колес), инвентарь (поддон для стружки, СОЖ), оснастку (люнеты, резцедержки, цанговый патрон, планшайбу).
Таким образом младшие версии в максимальной комплектации перешагивают полумиллионный рубеж. За такую сумму отыщется исправный ИЖ 250-ИТП с оснащением. Конечно, в квартиру его не поставить, но функциональные возможности несоизмеримы.
К сведению. Предназначение семейств D2000, 2400: хобби, моделизм, ремесла, мастерские. Кроме металлообработки, идеально подходят для деревообработки.
Старшие собратья собраны на привичной чугунной станине с призматическими направляющими, индуктивно закаленными, шлифованными. Размерения возрастают с увеличением цифры в обозначении. Выпускаются семейства: D4000, D6000, D6000-C, СС-D6000, CC-D6200.
| Технические данные
(размеры в миллиметрах) |
Модель | ||
| D4000 | D6000 | D6000 hs | |
| РМЦ | 300 | 600 | 600 |
| Высота центров | 100 | 135 | 135 |
| Ширина станины | 120 | 185 | 185 |
| Максимальный диаметр заготовки, обрабатываемой над станиной | 200 | 270 | 270 |
| Максимальный диаметр заготовки, обрабатываемой над суппортом | 120 | 170 | 170 |
| Максимальный припуск на диаметр, снимаемый за проход со стального вала ∅50 | 5 | 10 | 10 |
| Диаметр трехкулачкового патрона | 100 (125) | 125 | 125 |
| Внутренний конус шпинделя | МТ3 | МТ3 | МТ3 |
| Диаметр отверстия шпинделя | 20 | 20 | 20 |
| Диапазон оборотов шпинделя, мин-1 (бесступенчатое регулирование) | 30 – 2300 | 30 – 2300 | 50 – 5000 |
| Суппорт | |||
| Ход поперечных салазок | 100 | 140 | 140 |
| Ход резцовых салазок | 50 | 60 | 60 |
| Угол поворота резцовых салазок, градусов | 360 | 360 | 360 |
| Цена деления лимбов | 0,05 | 0,05 | 0,05 |
| Максимальная высота резцов | 16 | 20 | 20 |
| Автоматическая продольная подача, мм/об | 0,085; 0,16 | 0,085; 0,16 | 0,085; 0,16 |
| Пределы шагов нарезаемых резьб (левых / правых, при штатном наборе сменных колес) | |||
| Метрических | 0,25 – 7,0 | 0,25 – 7,0 | 0,25 – 7,0 |
| Дюймовых, ниток/дюйм | 10 – 40 | 10 – 40 | 10 – 40 |
| Задняя бабка | |||
| Конус пиноли задней бабки | МТ2 | МТ2 | МТ2 |
| Ход пиноли | 45 | 65 | 65 |
| Поперечное смещение | ±10 | ±10 | ±10 |
| Цена деления лимба | 0,1 | 0,1 | 0,1 |
| Привод | |||
| Электродвигатель | Коллекторный реверсируемый | Коллекторный реверсируемый | Асинхронный частотно-регулируемый |
| Напряжение, частота сети | 230 В, 50/60 Гц | 230 В, 50/60 Гц | 230 В, 50/60 Гц |
| Мощность, кВт | 1,4 | 1,4 | 2,0 |
| Электронное регулирование оборотов | Бесступенчатое: изменением напряжения | Бесступенчатое: изменением напряжения | Бесступенчатое: изменением частоты |
| Обратная связь в системе управления | Есть | Есть | Есть |
| Подходит для обработки деталей малых диаметров | Нет | Нет | Да |
| Габариты и вес | |||
| Длина × ширина × высота | 860 × 400 × 370 | 1200 × 510 × 470 | 1200 × 630 × 470 |
| Вес, кг | 71 | 150 | 177 |
| Применение | Хобби, моделизм, ремесла, мастерские | Хобби, моделизм, ремесла, мастерские | Хобби, моделизм, ремесла, мастерские |
Шеститысячные серии базово оснащается быстрозажимным резцедержателем.

По заказу изделия из линеек: D6000, D6000-С, CC-D6000 – оснащаются продольной и поперечной шарико-винтовыми парами (ШВП). Безлюфтовые ШВП гарантируют максимальную точность шага нарезки, позиционирования, особенно в сочетании с программным обеспечением nccad PROFESSIONAL.

На промышленное использование рассчитаны продукты c CNC управлением. Доступно множество модификаций: от простых – D6000-C, до продвинутых – CC-D6200 hs PROFI. Промежуточное положение занимают разновидности CC-D6000.
На первых смонтированы шаговые двигатели и концевые выключатели по осям X, Z, подключаемые к контроллерам ЧПУ: Mach, Heidenhain, другим. Станки можно использовать как в обычном режиме, так и программируемом режиме.

Вторые оснащены контроллером nccad PROFESSIONAL, обеспечивающим 2,5-осевую интерполяцию с одновременным перемещением по двум направлениям. Диапазон скоростей ускоренных ходов по X, Z составляет: 30 – 1000 мм/мин. Третья ось используется для управления восьмипозиционной револьверной головкой. Резьба нарезается в режиме CAD/CAM.

Примечание: фото, если не указано особо, взяты с сайта: https://www.wabeco-remscheid.de
На CC-D6200 hs PROFI изначально установлены: безлюфтовые ШВП с телескопической защитой от стружки, револьверная головка, шпиндель с отверстием 30 мм, главный электродвигатель мощностью 2 кВт. Частотно-регулируемый привод позволяет настраивать обороты шпинделя в пределах от 50 до 5000. Оборудование размещено в защитной кабине. В назначении, в том числе, указано: для серийного производства.
Неприятно удивляет двухлетняя гарантия на электронику, при пятилетней общей. Для промышленного оборудования желательно не менее 5 лет обходиться без ремонтов и замен компонентов.
Видео от владельцев:
- Резьбонарезание с электронной гитарой:
- Демонстрация работы DD 6000E CNC:
Подытожим сказанное: WABECO выпускает отличные машины разного уровня, но для стесненных финансово хоббийщиков, частных мастеров это роскошь.
Народный станок
Аргументы «за» и «против»
Продукты EMCO оставались малоизвестными моделистам Союза, хотя Универсалы первых поколений выглядят увеличенными копиями Юниматов. Впрочем, отечественные разработки по серийности выпуска на порядок уступают Unimat DB/SL.
Среди массовых европейских автомобилей «Жук» – по праву считают культовой машиной, у хоббийщиков подобную славу снискали представители семейства Unimat. Более 600 тысяч единиц произведено австрийцами за 40 лет, начиная с 1954 г, хотя первенец появился ещё в 1947.
Завоевать признание помогли:
- Многофункциональность, реализуемая сборкой разных исполнений из общих базовых деталей с единым приводом.
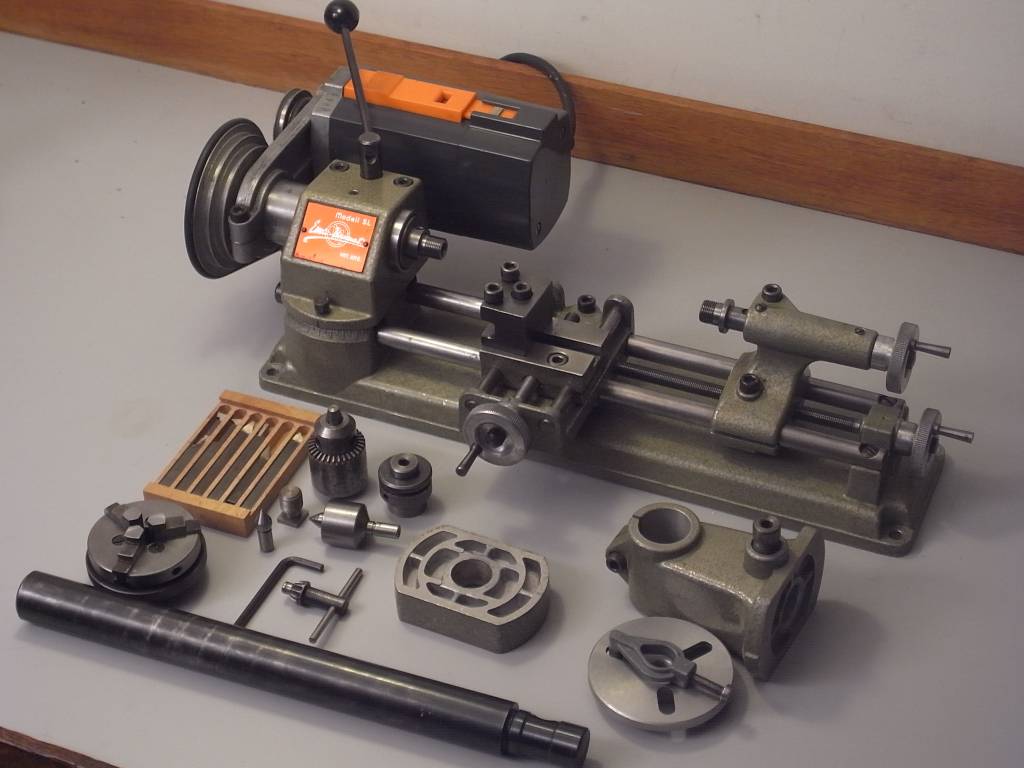
На базовом основании можно собрать сверлильно-фрезерный вариант, точило с различными насадками, подключить гибкий вал бормашины. Для деревообработки предназначены токарный с подручником, лобзик, циркулярка, фуганок.
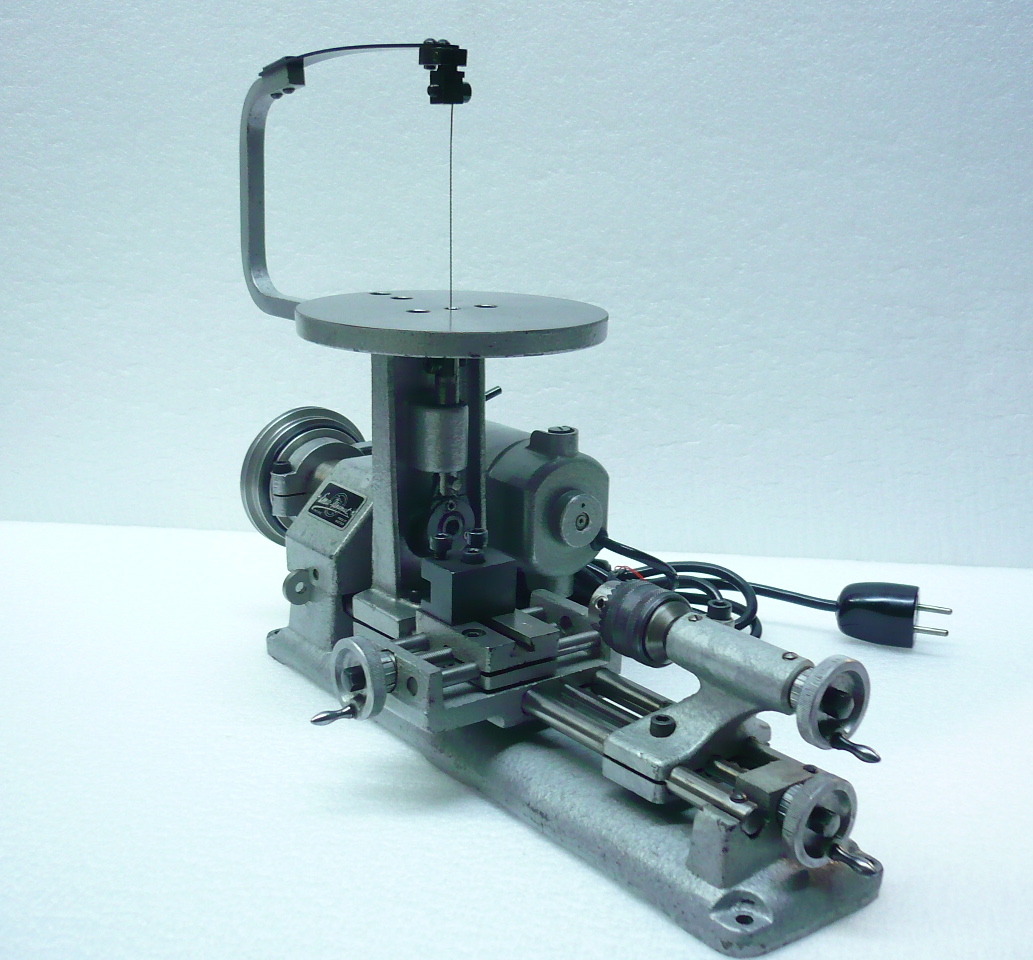
- Высокое качество.
Утверждение подтверждает комплектация аналогичными часовым цангами. Радиальное биение не более: шпинделя – 0,0005″ (0,013 мм); трехкулачкового патрона – 0,003″ (0,076 мм); сверлильного патрона – 0,005″ (0,127 мм).
- Компактность и минимальный вес.
Размеры версии SL в плане: 412 × 204 мм; масса токарного модуля – 13,6 кг. Станочек действительно настольный, соизмеримых с часовыми габаритов, но решающий множество технологических задач.
- Обширная комплектация под нужды пользователя.
- Доступная для Европы цена.
Применение цилиндрических направляющих станины, суппорта существенно улучшило технологичность изготовления, уменьшило себестоимость. Однако, пострадала жесткость конструкции, определяющая точность, допустимые режимы обработки.
Вероятно часть оснастки придется докупать за приличные деньги. Например, приспособление для нарезание резьбы на ebay предлагают за 250 – 300 долларов. Автоподача на DB/SL реализуется установкой отдельного узла, поставлявшегося за дополнительную плату.
Unimat SL – задуман для любителей, моделистов, самодельщиков, потому малопригоден для бизнеса. Проходное отверстие шпинделя в 10 мм; малый ход шпинделя сверлильной сборки – накладывают ограничения даже при скромных габаритах заготовки. Нетипичные резьбовые концы шпинделя, пиноли – требуют оригинальных патронов или переходников; сложно отыскать «родные» ремни для замены изношенных.
В частной мастерской уместнее более «грубые» и тяжелые советские настольные. Они выигрывают по размерам рабочей зоны, мощности, большинство оснащено автоподачей.
На заметку: юниматы на экспорт в англоязычные страны поставлялись с дюймовой градуировкой лимбов.
Малогабаритных «китайцев» австриец превосходит добротностью, надежностью. Лет 10 – 15 назад выбор в пользу Unimat, при наличии свободных 500 €, был очевиден, но время идет…
Качество бюджетной китайской продукции улучшилось, расширился опционал. Бесступенчатые приводы, ШВП, УЦИ, электронные гитары, СЧПУ – открыли новые возможности для самодельщика. Моделям из 60 – 80 сложно конкурировать на равных с новейшей техникой, к тому же полностью комплектные юниматы нелегко отыскать.
Эволюция, технические нюансы
Первоначально модели SL собирались на чугунном основании. По сведениям американских пользователей (http://unimat.homestead.com/) в поздних сериях применялся цинк-алюминиевый сплав, видимо в целях экономии, снижения веса.
Изменялcя внешний вид, материал и отделка маховичков. Маломощный пятидесяти пяти ваттный мотор заменили девяносто ваттным. Расширялся набор аксессуаров: добавили делительные диски, оснастку под летучий резец (флайкаттер).
Принципиальные недостатки схемы с двумя направляющими скалками и центральным винтом вынудили конструкторов пересмотреть концепцию в пользу классической. Выпупускаемый с 1976 года Unimat 3 обзавелся чугунной станиной с V-образной и плоской направляющими. Ходовой винт размещен спереди, продольные балки станины соединены поперечными ребрами, обеспечивающими жесткость и виброустойчивость.

У «тройки» устройство автоподачи (из принадлежностей) монтируется на левом торце под передней бабкой, стыкуется с винтом. Автоматическая подача единственная – 0,02 мм/об.
Резьбонарезание на моделях по третью включительно выполняется с помощью оригинального копировального приспособления. Цилиндрический копир с нарезанной наружной резьбой устанавливается на шпиндель. Сзади станины крепится подвижная подпружиненная штанга с двумя державками: резцовой, копирной.
Резец устанавливают по проточенной в размер наружного диаметра резьбы заготовке. Щуп с профилем идентичным гайке ставят на копир. Нажимая на резцовую державку рукой, одновременно передвигают ее вдоль места нарезки. Синхронно перемещается щуп по копиру, повторяют проходы до набора полной глубины, ограниченной геометрией профиля шаблона.
Видео о резьбонарезании:
Четвёртый юнимат получил резьбонарезную гитару вместо резьбокопировального устройства. Последнее, пожалуй, проще в наладке, гарантирует получение стандартной глубины впадин, повторяемость после переналадок. Ручная подача резца на глубину приемлема при работе по цветным сплавам. Вдобавок гитара сузила ряд нарезаемых шагов.
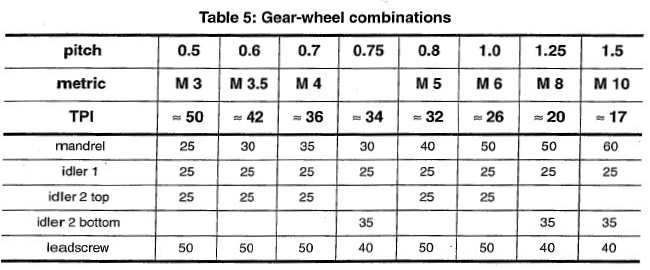
Васильев в книге «Маленькие станки» пишет о производстве Unimat 3, 4 в Южной Корее. Однако на обложках инструкций указано: EMCO unimat, Hallein / Austria.
Функциональность «тройки» аналогична предшественникам. «Четверка» лишилась вертикальной колонны, поэтому полноценно фрезеровать, сверлить в тисках не получится. Довольствуются вертикальными салазками, зажимая инструменты в патроне горизонтального шпинделя. Некоторой компенсацией стало появление в опционе: цифровой линейки, штурвалов с калиброванными лимбами ценой деления 0,05 мм.
|
Технические характеристики (все размеры в миллиметрах) |
Модель | |||
| Unimat SL | Unimat 3 | Unimat 4 | ||
| Токарное исполнение | ||||
| РМЦ | 171,5 | 200 | 200 | |
| Высота центров над направляющими | 35,7 | 46 | 48 | |
| Диаметр заготовки, устанавливаемой | над станиной | 76,2 |
92 | 96 |
| в центрах | 40,6 |
62 | 66 | |
| Шпиндель | диаметр отверстия | 10,2 | ||
| наружная резьба | 14 × 1 (DIN 800) | |||
| Поперечный ход суппорта | 50,8 |
52 | 52 | |
| Ход пиноли задней бабки | 19 | 22,9 | ||
| Наружная резьба пиноли | 14 × 1 (DIN 800) | |||
| Резьба ходового винта | М8 × 1 левая | |||
| Число оборотов шпинделя, об/мин | 155, 300, 365, 685, 850, 1100, 1600, 2000, 2600, 3750, 6000 | 130, 200, 350, 560, 920, 1500, 2450, 4000 | ||
| Шаг нарезаемых резьб: | метрических | 0,5; 0,7; 0,75; 0,8; 0,9; 1; 1,25; 1,5 | 0,5; 0,6; 0,7; 0,75; 0,8; 0,9; 1; 1,25; 1,5 | 0,5; 0,6; 0,7; 0,75; 0,8; 1; 1,25; 1,5 |
| дюймовых, ниток/дюйм | 16; 18; 20; 22; 24; 28; 32; 36; 40; 48; 50; 56 | 16; 18; 20; 22; 24; 26; 28; 30; 32; 36; 40; 48; 50; 56 | 17; 20; 26; 32; 34; 36; 42; 50 | |
| Сверлильно-фрезерное исполнение | ||||
| Максимальная рабочая высота | 158,8 | 139,7 | — | |
| Рабочее перемещение сверлильной головки по колонне | нет данных |
64 | — | |
| Вылет шпинделя от оси колонны | 85,73 | нет данных | — | |
| Ход шпинделя | 19 |
25,4 | — | |
| Диаметр колонны | нет | 27,94 | — | |
| Максимальное число оборотов шпинделя без нагрузки, об/мин | 1600 | 5000 | — | |
| Мощность двигателя, Вт | 90 | 95 | 95 / 65 | |
| Масса токарного исполнения, кг | 13,6 | 7 | 7 | |
Идеи дальнейшего развития линейки воплотил Unimat Basic. Новинка, с предусмотренной возможностью управления от персонального компьютера, стоила дорого. Версия производилась недолго, редко встречается в продаже на российком вторичном рынке.
К сожалению, в начале 90-х EMCO свернула производство. Доступные современные комплекты модернизации, состоящие из новых приводов, линеек с УЦИ, УЧПУ, не связаны с родоначальницей.
Популярное имя пытаются использовать новые производители. Под маркой Unimat 1 австрийская CoolTool представляет подростковый станок по дереву «4 in 1», собираемый, как конструктор, из пластиковых функциональных модулей.

Разновидность Unimat 1 Classic рассчитана на моделистов, допускает металлообработку. Из компонентов системы собирают:
- токарный
- сверлильный
- горизонтально или вертикально-фрезерный
- шлифовальный
- лобзик
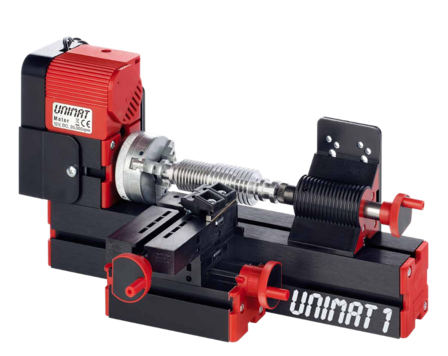
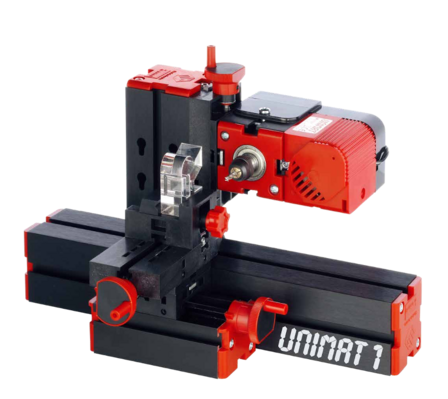
Вслед за пластмассовыми первенцами появился алюминиевый Unimat ML, построенный также по модульному принципу. Вещь не дешевая, с ограничениями присущими алюминию, но развитым функционалом, расширяемым CNC управлением по 2 – 4 осям.
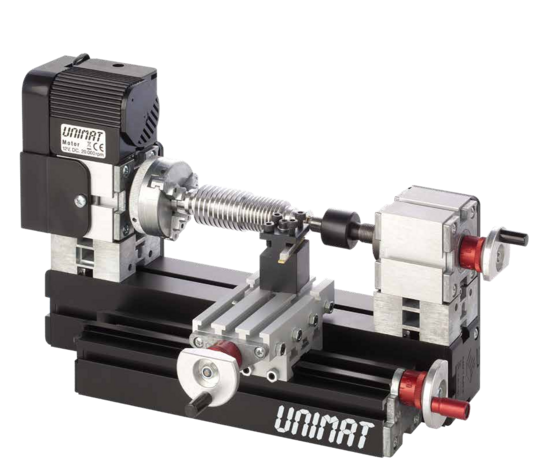
Подробности: https://thecooltool.com/produkte/unimat-ml
Швейцарский эталон
Швейцарские точность, качество, надежность, традиции преемственности – воплощает Schaublin. Некоторые мастера по старинке называют бренд часовым. Фактически фирменные машины трудятся в отрослях, производящих всевозможную точную механику, в том числе миниатюрную.
Представители многочисленного семейства Schaublin разных лет выпуска относятся к профессиональному прецизионному промышленному оборудованию, хотя трудятся также в часовых мастерских, попадают в руки хоббийщиков. Последним, как правило, достаются подержанные малогабаритные модели. Впрочем отменное качество, при надлежащем уходе, гарантирует безупречную службу у нескольких поколений владельцев.
В любительской среде особо ценятся модели Schaublin 70, 102. Первая оснащается цанговым патроном W12. Привод мощностью 0,76 или 1,1 кВт имеет бесступенчатое регулирование скорости шпинделя от 100 до 8000 или 5000 мин-1, соответственно.
Повышеннию производительности способствует современное УЦИ. Весит 70 версия – 260 кг. Значительная доля приходится массивную литую станину, жесткую тумбу. Это обеспечивает виброустойчивость при обработке, а следовательно стабильность получаемых размеров с малыми допусками.
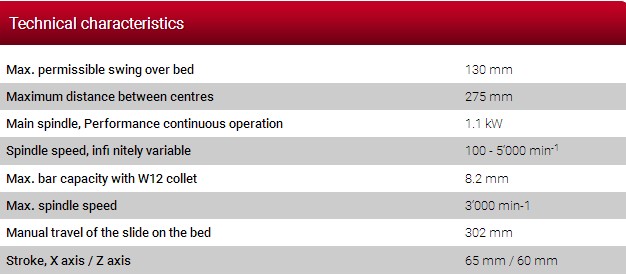

Актуальная 102 версия существенно больше и мощнее:
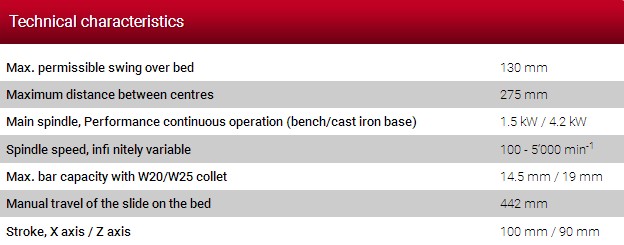
Выглядит машина солидно, обратите внимание на управление от педали:

Предыдущие поколения 70 и 102 серий:

Свежая информация о разработках, аксессуарах представлена на фирменном сайте: https://www.smsa.ch/en/Products/Conventional-turning.html
Послесловие
Обзор существующих настольных станочков займет не один десяток публикаций, не говоря о сопутствующих вопросах. Статья намечает направления поиска при выборе. Прочитав ознакомительные материалы, поищите отзывы на специализированных форумах. Наметив претендентов, изучите фирменную документацию.
Полные технические данные раскрывают единицы производителей. Не удивляйтесь, не найдя в руководстве по эксплуатации разрезов узлов с описаниями; чертежей быстроизнашивающихся деталей; спецификаций подшипников, шестерен, ремней, прочего. Перечисленное часто заменяет разнесенная схема c перечнем элементов. Указанные каталожные номера пригодны для заказа лишь у официальных представителей.
Напротив, вопросам безопасности (ради снятия ответственности, предотвращения исков), сертификатам о соответствии различным директивам – уделено пристальное внимание. Правда, акт проверки норм точности присутсвует не всегда, а гарантийные обязательства остаются виртуальными…
Узнать больше о практическом применении, выявляемых недостатках помогут технические порталы, к примеру: chipmaker.ru; drive2.ru. Набрав в поисковой строке главной страницы фразу: «настольные станки», получаем список связанных тем.
Среди прочих сайтов Чипмейкер наиболее удобно структурирован, обсуждения многих настольных выделены в отдельные ветки. Зарубежный аналог: https://www.practicalmachinist.com/.
Отдельные торговые интернет-площадки также содержат полезную информацию. К примеру, на: https://www.nielsmachines.com/en/ товары сопровождаются подробным описанием, видео, крупноплановыми фотографиями.
Читателям, заинтересовавшимся историей создания, производства миниатюрного металлорежущего оборудования, рекомендуем посетить известный англоязычный ресурс: http://www.lathes.co.uk/ . Книга Васильева «Маленькие станки» – едва ли не единственное отечественное издание по тематика.
Ввиду прекращения деятельности, перепрофилирования компаний, найти сведения о многих марках все сложнее, хотя многие из исчезнувших брендов заслужили уважение профессионалов. Завершающая подборка фотографий, иллюстрирует ушедшую эпоху в технике. Быть может Вам повезет приобрести подобный экземпляр в мастерскую.
Комбайн от швейцарской Astoba (http://anglo-swiss-tools.co.uk/astoba-meyer-burger/):
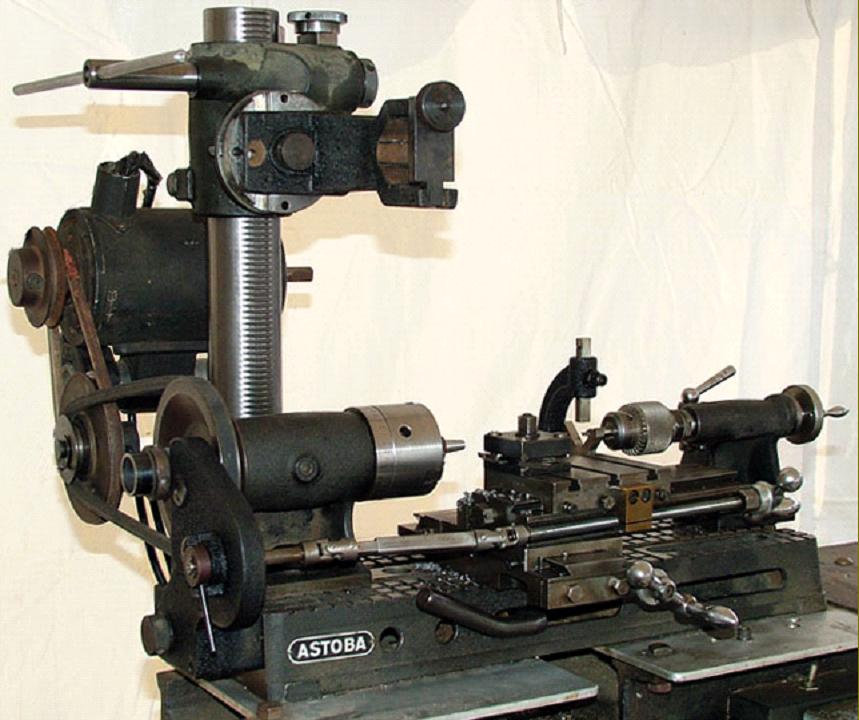
Прецизионная английская Рultra соперничает с Schaublin:

Чистокровный британец Муford предоставляет максимальные возможности среди настольных собратьев:
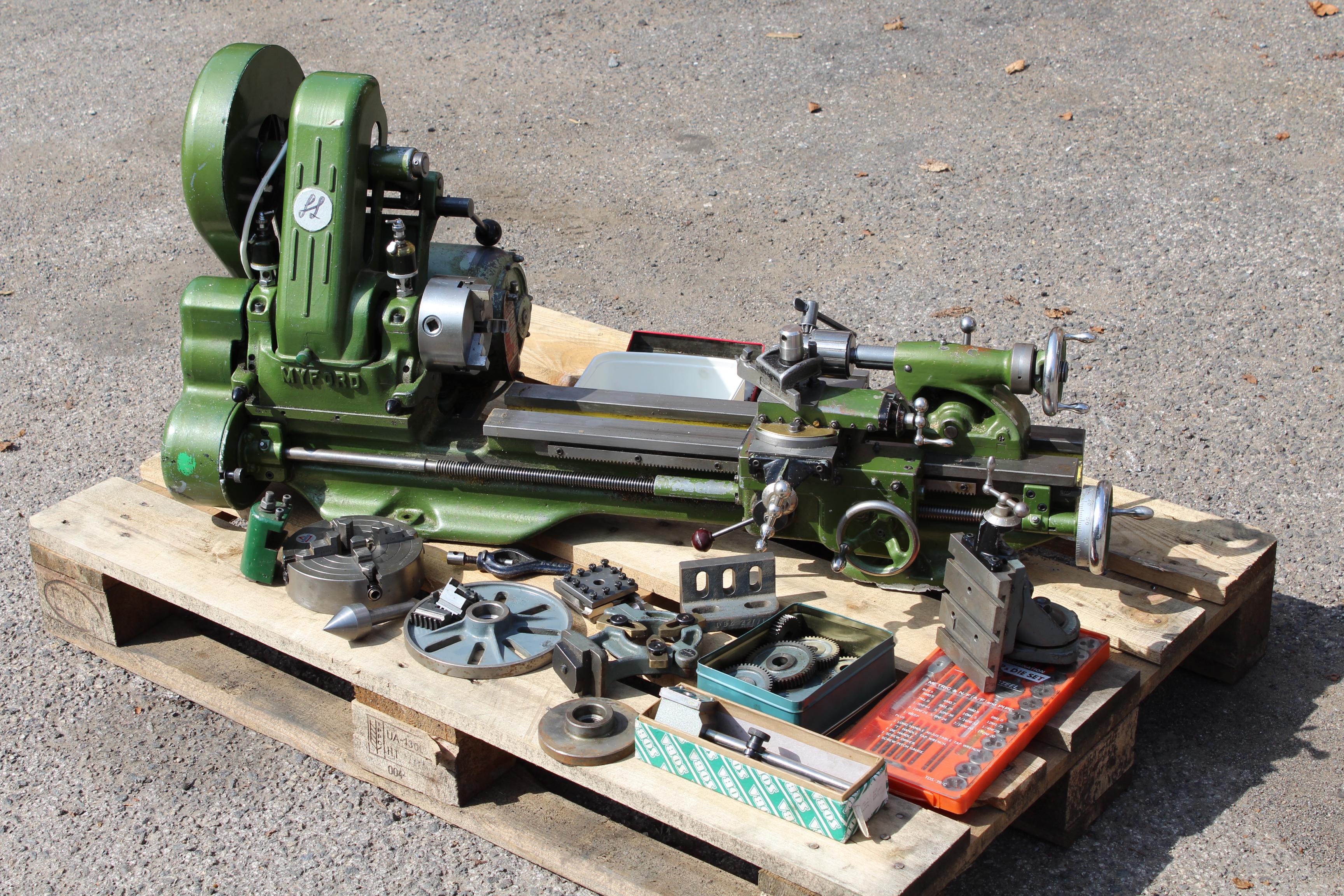
Boley & Leinen ошибочно отождествляют с Boley. Фирмы развивались в одном сегменте, по некоторым источникам владелец первой намерено добавил в название фамилию конкурента.


Американская Hardinge осталась в отрасли, эволюционировав от простых станочков к высококлассным обрабатывающим центрам
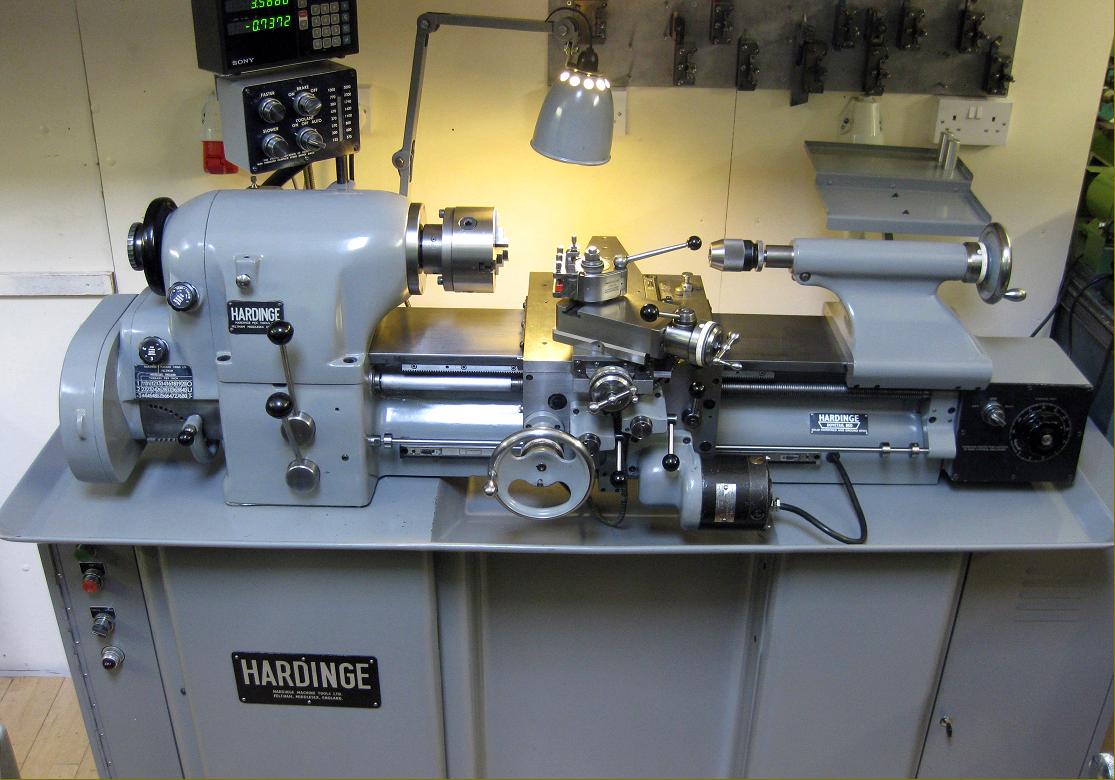
Список знаменитых марок можно продолжать долго: Lorch, Hazemeyer, Craftsman, Vector, Micron… Удивительный мир настольных станочков ждет своих исследователей, приверженцев, энтузиастов!







